
Wprowadzenie
W przypadku formowania wtryskowego tworzyw sztucznych wykończenie powierzchni części to znacznie więcej niż wybór kosmetyczny. Ma to bezpośredni wpływ na to, jak produkt leży w dłoni konsumenta, jak światło odbija się od jego konturów, a co ważniejsze, na czystość wyrzucenia części z gniazda formy podczas produkcji. Wybór niewłaściwego wykończenia może prowadzić do mikrozarysowań, kosmetycznych zapadnięć lub utknięcia części w narzędziu, co drastycznie zwiększa ilość złomów.
Aby ujednolicić te wykończenia w całym łańcuchu dostaw, Towarzystwo Przemysłu Tworzyw Sztucznych (obecnie znane po prostu jako PLASTICS) ustanowiło system klasyfikacji wykończenia powierzchni SPI. Chociaż stowarzyszenie zaktualizowało swoją nazwę, globalni producenci narzędzi i inżynierowie produkcji nadal powszechnie nazywają je „Standardami SPI”.
Zrozumienie niuansów tych standardów – i interakcji różnych polimerów z nimi – jest kluczem do zrównoważenia zamierzeń estetycznych z rzeczywistością produkcyjną.

4 podstawowe klasyfikacje wykończenia SPI
Norma SPI dzieli wykończenia na cztery różne klasy literowe (A, B, C i D), określone na podstawie mediów i metod stosowanych do polerowania stali formierskiej. W każdym gatunku cyfry od 1 do 3 oznaczają poziom obróbki i wynikającą z niej średnią chropowatość powierzchni (Ra).
Klasa A: Błyszczące/błyszczące wykończenia (diamentowy połysk)
Wykończenia klasy A reprezentują szczyt przejrzystości optycznej i estetyki o wysokim połysku. Wykończenia te uzyskuje się poprzez staranne ręczne polerowanie wnęki formy przy użyciu coraz drobniejszych past polerskich w postaci proszku diamentowego.
- SPI A-1: Najwyższy standard, wykorzystujący diamentową pastę polerską klasy 3, aby uzyskać ultra gładką chropowatość powierzchni od około 0,012 do 0,025 mikrometra Ra. Daje lustrzane, wysoce odblaskowe wykończenie.
- SPI A-2: Wykorzystuje pastę diamentową klasy 6, co daje nieco wyższą wartość Ra (0,025 do 0,05 mikrometra), ale utrzymuje doskonały połysk.
- SPI A-3: Polerowany pastą diamentową klasy 15, która zapewnia ostry, błyszczący wygląd, ale pozwala na nieco bardziej wybaczający profil chropowatości (0,05 do 0,10 mikrometra Ra).
Spostrzeżenia dotyczące produkcji:
Osiągnięcie prawdziwej klasy wykończenia A wymaga wysokiej jakości stali formierskiej o dużej twardości, takiej jak NAK80 lub S136. Standardowe stale narzędziowe zawierają mikrozanieczyszczenia lub porowatość; po wypolerowaniu do poziomu A-1 zanieczyszczenia te „wyrywają się”, pozostawiając mikroskopijne wgłębienia, które niszczą wykończenie.
Co więcej, powierzchnie klasy A działają jak szkło powiększające dla defektów części wewnętrznych – każdy niewielki skurcz objętościowy (ślady zagłębienia) za żebrem lub występem będzie natychmiast widoczny w odbiciu światła.
- Typowe zastosowania: Soczewki optyczne, przezroczyste światłowody, osłony twarzy, lustra i wysokiej klasy obudowy do elektroniki użytkowej, gdzie wymagany jest najwyższej jakości czerń fortepianowa lub krystalicznie czysty wygląd.
Klasa B: Wykończenia półbłyszczące (papier ziarnisty)
Wykończenia klasy B są przeznaczone do części, które wymagają schludnego, profesjonalnego wyglądu bez ekstremalnych kosztów i kruchości wykończenia lustrzanego. Powierzchnie te uzyskuje się za pomocą drobnoziarnistego papieru ściernego nakładanego liniowym, nakładającym się ruchem.
- SPI B-1: Wykończony papierem o ziarnistości 600, zapewniający wyjątkowo czystą, półbłyszczącą powierzchnię o typowej chropowatości od 0,05 do 0,10 mikrometra Ra.
- SPI B-2: Polerowany papierem o ziarnistości 400, zapewniający umiarkowany półpołysk (0,10 do 0,15 mikrometra Ra).
- SPI B-3: Polerowany papierem o ziarnistości 320, uzyskując miękki, satynowy połysk z widocznymi, jednolitymi mikrozarysowaniami (0,28 do 0,35 mikrometra Ra).
Spostrzeżenia dotyczące produkcji:
Ponieważ polerowanie papierem ściernym wprowadza do formy kierunkowy, liniowy wzór zarysowań, wytwórca narzędzi musi dopasować ruchy polerskie do kierunku otwarcia formy (ścieżki wyrzutu). Jeśli linie piasku przebiegają prostopadle do kierunku ciągnięcia, formowane tworzywo sztuczne będzie chwytać mikrorowki, co prowadzi do zarysowań i poważnych trudności z wyrzucaniem w trakcie produkcji.
- Typowe zastosowania: Obudowy urządzeń konsumenckich, panele wykończeniowe wnętrz samochodów, obudowy elektroniki podręcznej i komercyjny sprzęt biurowy.

Klasa C: Wykończenia matowe (polerowanie kamienia)
Wykończenia klasy C charakteryzują się miękkim, matowym, nieodblaskowym, matowym wyglądem. Producenci narzędzi uzyskują tę teksturę, stosując profilowane kamienie olejowe (grysy), aby agresywnie wygładzić stal formierską.
- SPI C-1: Osiągnięto to przy użyciu drobnego kamienia polerskiego o ziarnistości 600, co daje gładkie matowe wykończenie (0,35 do 0,40 mikrometra Ra).
- SPI C-2: Wykończony kamieniem o ziarnistości 400, tworzącym wyraźną matową teksturę (0,45 do 0,55 mikrometra Ra).
- SPI C-3: Wykończony grubszym kamieniem o ziarnistości 320, usuwający wszelkie ślady narzędzi, aby pozostawić bardziej szorstki, całkowicie płaski, matowy wygląd (0,63 do 0,85 mikrometra Ra).
Spostrzeżenia dotyczące produkcji:
W zastosowaniach przemysłowych klasa C jest rzadko wybierana wyłącznie do „dekorowania” części. Zamiast tego jest to najczęściej wybierane w branży wykończenie „opłacalne”. Podstawowym celem polerowania kamienia jest szybkie i ekonomiczne usunięcie śladów obróbki szorstkiej (wycięć i rowków) pozostawionych przez frezy CNC lub elektrody EDM. Jest to domyślne wykończenie części, których użytkownik końcowy nigdy nie zobaczy.
- Typowe zastosowania: Wewnętrzne żebra konstrukcyjne, wsporniki elektroniczne, elementy konstrukcyjne pojazdów, zbiorniki paliwa i ukryty sprzęt przemysłowy.
Klasa D: Wykończenia teksturowane (piaskowanie)
Wykończenia klasy D zapewniają szorstkie, mocno teksturowane lub satynowe wrażenie. Jest to „niszczący” proces teksturowania, podczas którego wnęka formy poddawana jest piaskowaniu na sucho pod wysokim ciśnieniem.
- SPI D-1: Powstaje poprzez piaskowanie stali formierskiej drobnymi kulkami szklanymi, co daje jednolite, satynowe matowe wykończenie (0,80 do 1,10 mikrometra Ra).
- SPI D-2: Piaskowanie średniej jakości ścierniwem lub piaskiem, w celu uzyskania bardziej szorstkiej, antypoślizgowej tekstury (Ra od 1,10 do 1,60 mikrometra).
- SPI D-3: Piaskowanie grubym tlenkiem glinu lub ciężkimi ziarnami piasku, dając bardzo przyjemne w dotyku, szorstkie, całkowicie płaskie wykończenie (2,30 do 3,20 mikrometrów Ra).
Spostrzeżenia dotyczące produkcji:
Wykończenia klasy D doskonale ukrywają defekty powierzchni, takie jak linie spawów lub drobne zapadnięcia. Inżynierowie muszą jednak zaplanować „degradację tekstury”. W długim okresie produkcyjnym (np. setki tysięcy cykli) ścierne tworzywa konstrukcyjne, takie jak nylon wypełniony szkłem, będą powoli powodować erozję i „polerować” ostre wierzchołki wnęki formy poddanej obróbce strumieniowo-ściernej. W rezultacie tekstura D-1 może z czasem stopniowo przekształcić się w teksturę półmatową, co wymaga wycofania formy z produkcji i ponownego piaskowania w celu przywrócenia oryginalnej specyfikacji.
- Typowe zastosowania: Wytrzymałe uchwyty narzędzi, plastikowe kierownice, teksturowane korpusy bagażu, uchwyty do elektroniki użytkowej i obudowy przemysłowe zaprojektowane tak, aby maskować odciski palców i zadrapania.
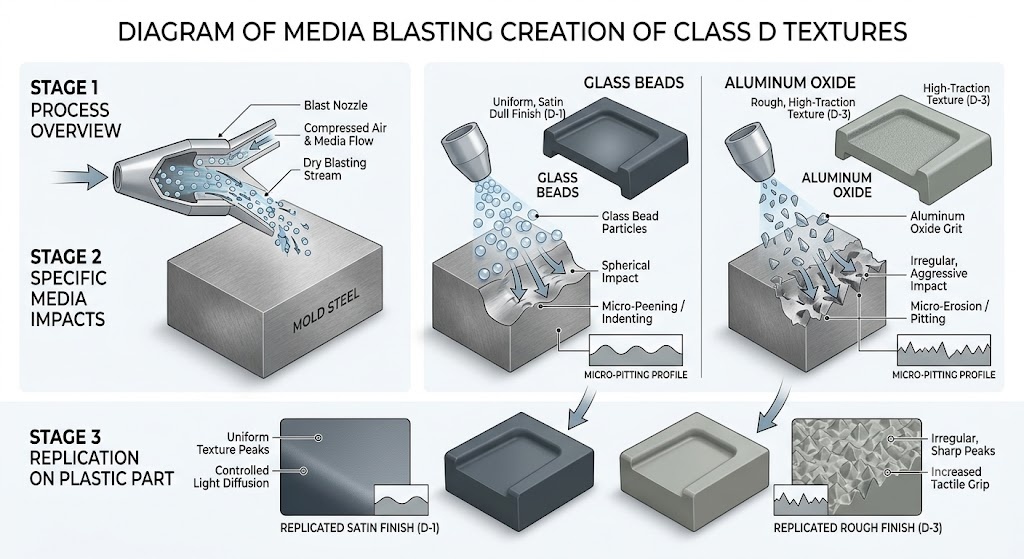
Tabela porównawcza wykończenia powierzchni SPI
| Stopień SPI | Metoda wykończenia / Średnia | Typowa średnia chropowatość (Ra – mikrometry) | Typowa średnia chropowatość (Ra - mikrocale) | Wygląd wizualny i poziom połysku | Względny mnożnik kosztów oprzyrządowania |
|---|---|---|---|---|---|
| A-1 | Diamentowe wzmocnienie stopnia 3 | 0,012 do 0,025 | 0,5 do 1,0 | Wysoki lustrzany połysk, wysoce odblaskowy | 2,5x do 3,0x |
| A-2 | Diamentowe wzmocnienie stopnia 6 | 0,025 do 0,05 | 1,0 do 2,0 | Lustrzany połysk, dobry współczynnik odbicia | 2,0x do 2,5x |
| A-3 | Diamentowe wzmocnienie stopnia 15 | 0,05 do 0,10 | 2,0 do 4,0 | Wysoki połysk, miękkie odbicia | 1,5x do 2,0x |
| B-1 | Papier ścierny 600 | 0,05 do 0,10 | 2,0 do 4,0 | Półpołysk, delikatny liniowy połysk | 1,3x |
| B-2 | Papier ścierny 400 | 0,10 do 0,15 | 4,0 do 6,0 | Średni półpołysk | 1,2x |
| B-3 | Papier ścierny 320 | 0,28 do 0,35 | 11,0 do 14,0 | Miękka satyna, łagodny połysk | 1,1x |
| C-1 | Kamień o ziarnistości 600 | 0,35 do 0,40 | 14,0 do 16,0 | Delikatny matowy, nieodblaskowy | 1,0x (wartość bazowa) |
| C-2 | Kamień o ziarnistości 400 | 0,45 do 0,55 | 18,0 do 22,0 | Średni mat, płaskie wykończenie | 0,9x |
| C-3 | Kamień o ziarnistości 320 | 0,63 do 0,85 | 25,0 do 34,0 | Gruby mat, usuwa ślady narzędzi | 0,8x |
| D-1 | Wybuch suchych kulek szklanych | 0,80 do 1,10 | 32,0 do 44,0 | Matowa satyna, delikatna perłowa tekstura | 1,2x |
| D-2 | Drobny podmuch piasku | 1,10 do 1,60 | 44,0 do 64,0 | Matowa tekstura, całkowicie płaska | 1,3x |
| D-3 | Gruby podmuch piasku/tlenku | 2.30 do 3.20 | 90,0 do 130,0 | Bardzo szorstka, przyjemna w dotyku tekstura | 1,4x |
Kluczowe czynniki przy wyborze wykończenia powierzchni SPI
Wybór wykończenia powierzchni wymaga wyliczonego kompromisu pomiędzy właściwościami materiału, geometrią i budżetem. Oto podstawowe czynniki, które powinny kierować Twoją decyzją dotyczącą produkcji (DFM).
Wybór materiału: polimery krystaliczne i amorficzne
Struktura molekularna żywicy plastikowej bezpośrednio decyduje o tym, jak dobrze odwzorowuje ona wykończenie formy.
- Polimery amorficzne (np. poliwęglan, ABS, akryl/PMMA) mają losowy układ molekularny, który idealnie dopasowuje się do polerowanej stali. Doskonale radzą sobie z wykończeniem diamentowym klasy A, zapewniającym absolutną przezroczystość lub wysoki połysk.
- Polimery krystaliczne (np. Nylon/PA, polipropylen, polietylen) ulegają strukturowanej krystalizacji podczas stygnięcia, powodując większy skurcz. Co więcej, jeśli dodasz do tych materiałów włókna szklane (GF) w celu zwiększenia ich wytrzymałości, włókna te mają tendencję do unoszenia się na powierzchni. Określanie wykończenia klasy A dla nylonu wypełnionego 30% włóknem szklanym jest stratą kapitału — powierzchnia z natury będzie wyglądać na smugowatą i cętkowaną. Materiały te sprawdzają się znacznie lepiej w przypadku wykończeń klasy C lub klasy D.
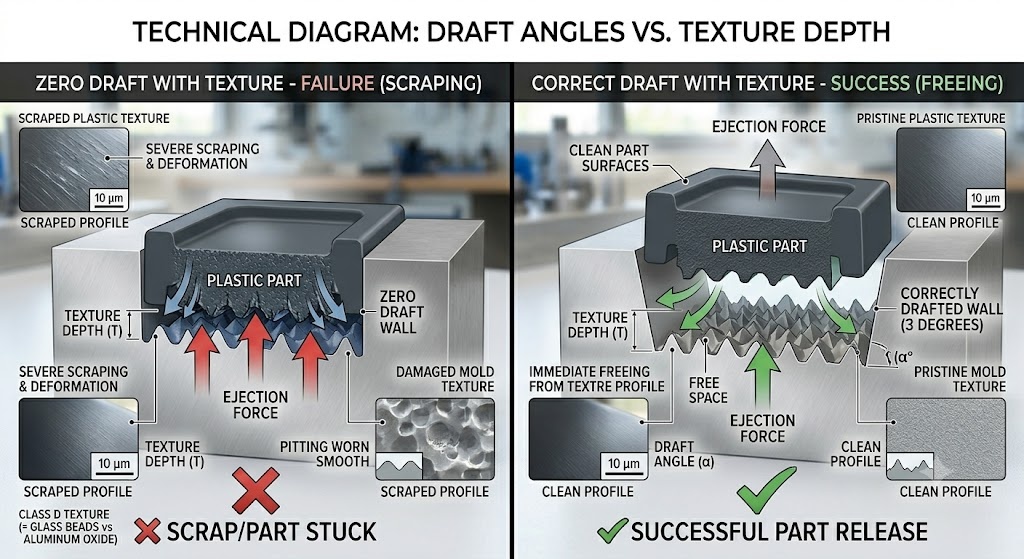
Kara za kąt pochylenia
Tekstury powierzchni tworzą mikroskopijne szczyty i doliny. Po otwarciu formy plastikowa część musi zostać czysto odsunięta. Jeśli pionowe ścianki części nie mają wystarczającego ciągu (stożek), teksturowana stal fizycznie zarysuje, rozerwie lub pozostawi ślady na stygnącym plastiku podczas wyrzucania.
- Złota zasada branżowa: W przypadku standardowych gładkich wykończeń (klasa A i B) akceptowalny jest minimalny kąt pochylenia wynoszący od 0,5 do 1,0 stopnia na stronę.
- Teksturowana zasada: W przypadku piaskowanych wykończeń klasy D należy dodać około 1 dodatkowy stopień kąta pochylenia na każde 0,025 mm (co odpowiada 1 milicalowi lub 0,001 cala) głębokości tekstury. Nieuwzględnienie tego spowoduje poważne ślady oporu i deformację części.
Koszty oprzyrządowania i czasy realizacji
Jak pokazano w tabeli porównawczej, wykończenie klasy A znacznie zwiększa koszty produkcji form. Ręczne polerowanie narzędzia do wykończenia A-1 może wydłużyć czas realizacji oprzyrządowania o kilka dni lub nawet tygodni, ponieważ należy to robić krok po kroku (np. nie można przejść od kamienia o ziarnistości 320 bezpośrednio do pasty diamentowej bez zniszczenia stalowej osnowy). Wykończenia kamienne klasy C są zdecydowanie najszybsze i najtańsze w produkcji.
Funkcjonalność części
Weź pod uwagę środowisko użytkownika końcowego. Wykończenia o wysokim połysku klasy A są powszechnie znane jako magnesy na zarysowania i natychmiast pojawiają się na nich tłuste odciski palców. Jeśli produkt ma być używany codziennie (np. kontroler lub uchwyt elektroniczny), satynowa tekstura klasy D zapewnia tarcie dotykowe, skutecznie ukrywając zużycie przez cały okres użytkowania produktu.
Jak określić wykończenia SPI na rysunkach technicznych
Jasna komunikacja zapobiega kosztownym przeróbkom narzędzi. Przygotowując plany produkcyjne lub rysunki techniczne 2D, stosuj następujące najlepsze praktyki branżowe:
- Unikaj objaśnień ogólnych: W uwagach do rysunku nie należy nigdy pisać „Polskie powierzchnie zewnętrzne”. Pozostawia to definicję całkowicie do interpretacji. Zamiast tego używaj wyraźnych objaśnień, takich jak:
WYKOŃCZENIE POWIERZCHNI NALEŻY BYĆ SPI A-2 NA WIDOCZNYCH POWIERZCHNIACH KOSMETYCZNYCH. - Użyj splajnów obwiedni tekstury: Jeśli pojedyncza formowana część ma wiele wykończeń (np. błyszczący pasek akcentujący klasy A na obudowie z teksturą klasy D), narysuj czystą, przerywaną linię graniczną na wydruku 2D, aby pokazać dokładne strefy przejściowe.
- Globalne standardy odniesienia: Jeśli masz do czynienia z globalnymi łańcuchami dostaw, Twój partner produkcyjny może być bardziej przyzwyczajony do europejskiej normy VDI 3400 (opartej na skalach elektroerozyjnych) lub zastrzeżonych katalogów tekstur, takich jak Mold-Tech. Zanotuj równoważne wartości, jeśli mają zastosowanie (np. SPI C-1 w przybliżeniu pokrywa się z VDI 18 do 21).
- Poproś o tabliczki z teksturami fizycznymi: Zanim upoważnisz wytwórcę narzędzi do teksturowania wnęki formy wartej wiele tysięcy dolarów, poproś o fizyczną próbkę chipa uformowaną w twoim dokładne wybrany materiał żywiczny. Tekstury wyglądają zupełnie inaczej na naturalnym polipropylenie niż na czarnym poliwęglanie.
Wniosek
Opanowanie standardów wykończenia powierzchni SPI wypełnia lukę pomiędzy koncepcjami projektowania przemysłowego a rzeczywistymi wynikami produkcji. Rozumiejąc, że wykończenie klasy A wymaga najwyższej jakości stali narzędziowej i nieskazitelnej konstrukcji części, lub że tekstura klasy D wymaga dużych kątów pochylenia, można uniknąć wąskich gardeł w produkcji, zmniejszyć odsetek odrzutów części i kontrolować budżet na narzędzia.
Zawsze konsultuj się ze swoim partnerem zajmującym się formowaniem wtryskowym na wczesnym etapie DFM, aby przed cięciem stali dostosować wybór materiału, pochylenie geometryczne i pożądany standard SPI.

