
W nowoczesnym przemysłowym formowaniu wtryskowym – szczególnie w wymagających łańcuchach dostaw przemysłu motoryzacyjnego, lotniczego i medycznego w Ameryce Północnej – dążenie do zmniejszania ciężaru konstrukcyjnego i integracji komponentów spowodowało bezprecedensowe uzależnienie od cienkościennych profili i złożonych matryc polimerowych wzmocnionych włóknem. Chociaż udoskonalenia te zapewniają znaczną wydajność materiałową i masową, znacznie zwiększają ryzyko miejscowych uszkodzeń mechanicznych i odrzutów kosmetycznych wynikających z linii łączenia i spawów. Te interfejsy strukturalne nie są zwykłymi skazami powierzchniowymi, ale reprezentują głębokie nieciągłości w formowanej matrycy, w których łańcuchy polimerowe nie ulegają odpowiedniej dyfuzji. Aby chronić wąskie marże OEM i zachować rygorystyczne standardy bezpieczeństwa mechanicznego, producenci nie mogą już traktować naprawy linii dzianin jako serii regulacji prasy metodą prób i błędów. Zamiast tego zespoły inżynierów muszą przyjąć metodologię opartą na danych, która płynnie łączy ilościową kontrolę w hali produkcyjnej z zaawansowaną symulacją predykcyjną i zoptymalizowanymi układami narzędzi.
Wykrywanie i sprawdzanie linii splotu: przejście od wskaźników wizualnych do ilościowych
Aby ustanowić solidne ramy kontroli jakości, operacje formowania muszą wyeliminować subiektywne oceny wizualne i zastąpić je precyzyjnymi, wymiernymi wskaźnikami. Na hali produkcyjnej tradycyjna inspekcja wizualna często kategoryzuje problemy związane z dzianinami za pomocą niejasnych deskryptorów jakościowych. Prawdziwa kontrola procesu wymaga przekształcenia tych jakościowych obserwacji w cyfrowe, powtarzalne zmienne. Morfologię powierzchni należy podzielić na odrębne poziomy fizyczne: powierzchowne mikrorowki, głębokie nacięcia dotykowe i zróżnicowane zlokalizowane przebarwienia. Korzystając ze specjalistycznych technik obrazowania, takich jak oświetlenie pastwiskowe pod niskim kątem i obrazowanie projekcyjne o wysokim kontraście, inżynierowie ds. jakości mogą mapować odchylenia powierzchni. W przypadku składników kosmetycznych należy stosować spektrofotometry do rejestrowania przesunięć chromatycznych na granicy faz przy użyciu znormalizowanej przestrzeni barw CIELAB, ustalając górną granicę progową, taką jak Delta E_ab mniejsza lub równa 0,5. Jednocześnie wymagane są kontaktowe mierniki połysku, aby określić ilościowo lokalne zmniejszenie połysku zwierciadlanego, upewniając się, że obszar spoiny odpowiada teksturze nominalnej w ramach określonej wartości tolerancji.
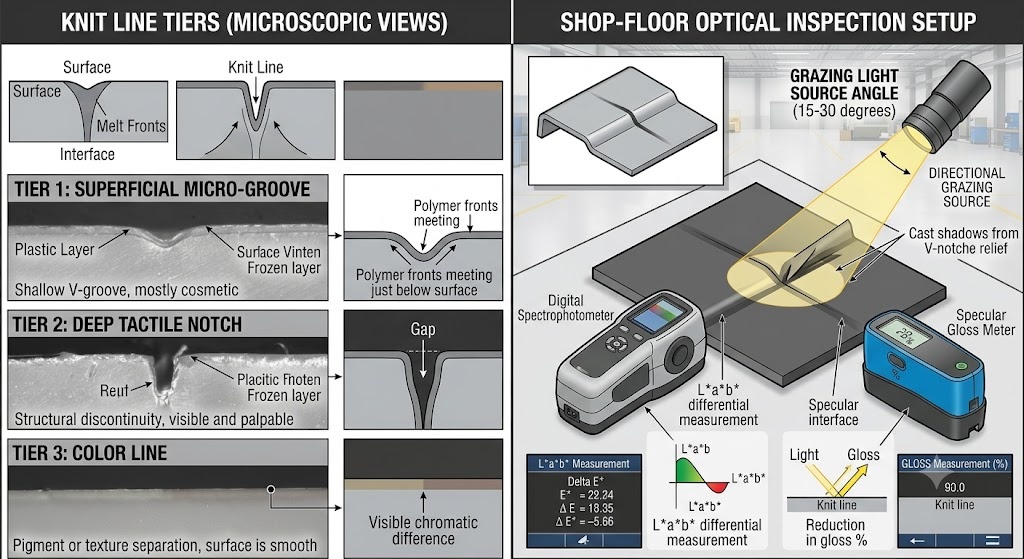
W przypadku elementów konstrukcyjnych nośnych lub krytycznych dla płynów nieniszczące pomiary powierzchni stanowią tylko połowę protokołu walidacji. Integralność mechaniczna musi zostać potwierdzona rygorystycznymi, znormalizowanymi programami badań niszczących. Protokoły inżynieryjne muszą wymagać, aby pręty do próby rozciągania (zgodne z ASTM D638 lub ISO 527) były pobierane bezpośrednio z komponentów produkcyjnych, z linią dziania dokładnie zlokalizowaną w środku długości pomiarowej. Właściwości mechaniczne tych próbek porównuje się następnie z identycznymi próbkami podstawowymi formowanymi bez interfejsu w celu obliczenia współczynnika utrzymania wytrzymałości linii spoiny (WRF), który wyraża się za pomocą następującego równania tekstowego:
Chociaż estetyczna obudowa konsumencka może tolerować znaczny spadek wytrzymałości, pod warunkiem, że różnica kolorów jest znikoma, krytyczne elementy pod maską samochodu lub kolektory płynów medycznych często wymuszają rygorystyczne progi jakości, odrzucając każdą partię, która spada poniżej 90% lub 95% wartości retencji. Jeśli linia spawu spadnie poniżej tych wcześniej określonych progów, inżynierowie ds. jakości muszą natychmiast wykonać 4-etapową listę kontrolną kontroli w hali produkcyjnej:
- Sprawdź rzeczywiste temperatury stopu i gniazda formy za pomocą skalibrowanych sond termicznych.
- Udokumentuj profil głębokości dotyku za pomocą profilometru powierzchni.
- Porównaj zlokalizowaną masę części z wartościami granicznymi w celu sprawdzenia niedopełnienia.
- Jeśli awaria nie ustąpi, pobrać próbki do przekrojowego przekroju metalograficznego lub skaningowej mikroskopii elektronowej (SEM) w celu sprawdzenia, czy nie znajdują się w nich uwięzione mikroskopijne substancje lotne lub miejscowa niewspółosiowość włókien wzdłuż powierzchni pęknięcia.
Przyczyny źródłowe i symulacja predykcyjna: łączenie fizyki z praktycznymi spostrzeżeniami
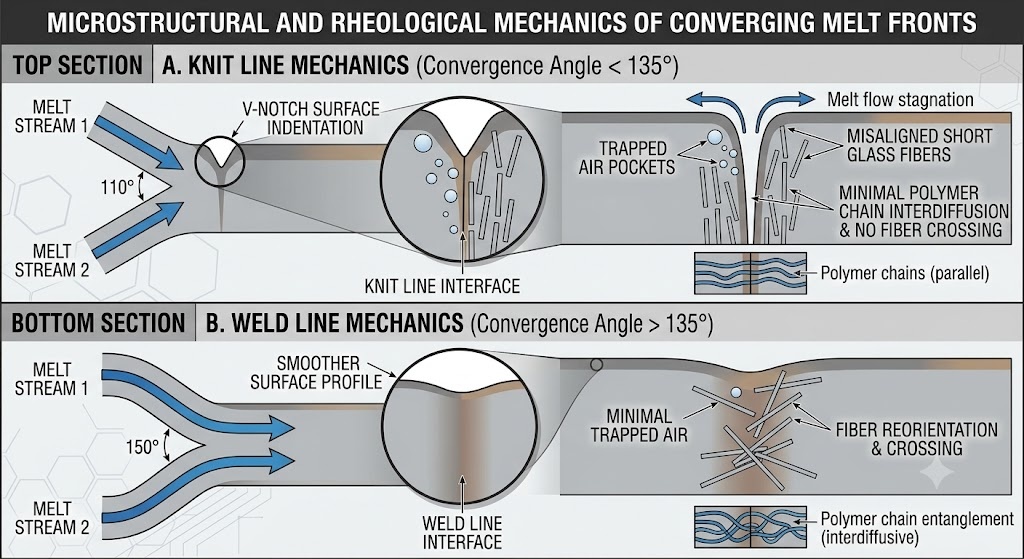
Linia dziania powstaje, gdy dwa lub więcej odrębnych frontów stopionego polimeru styka się czołowo we wnęce formy pod kątem zbieżności mniejszym niż 135 stopni. Kiedy kąt zbieżności przekracza ten próg, granica jest technicznie klasyfikowana jako linia spoiny, co pozwala na bardziej naturalne mieszanie się równoległych strumieni. Podstawowa fizyka rządząca wytrzymałością i widocznością tego interfejsu zależy całkowicie od stanu termodynamicznego materiału podczas zbieżności. Gdy stop przepływa przez wnękę, kontakt z chłodniejszą stalą formy tworzy zamrożoną warstwę graniczną, która w sposób ciągły zwęża aktywny kanał przepływu. Jeśli lokalna temperatura stopu spadnie w pobliżu punktu przejścia materiału lub jeśli zlokalizowane ciśnienie wtrysku spadnie z powodu długich dróg przepływu, łańcuchom molekularnym brakuje niezbędnej energii cieplnej i siły upakowania, aby przejść przez granicę faz i dokonać wzajemnej dyfuzji. Co więcej, rozdzielone ścieżki przepływu z natury wymuszają, aby wzmocnienia anizotropowe, takie jak krótkie włókna szklane, obracały się równolegle do granicy styku, całkowicie eliminując wszelkie mostki mechaniczne na złączu.
Zamiast zajmować się tymi zjawiskami fizycznymi poprzez kosztowne modyfikacje metodą prób i błędów po cięciu stali narzędziowej, na etapie projektowania produktu należy wykorzystać zaawansowane narzędzia CAE wykorzystujące elementy skończone (takie jak Autodesk Moldflow, Moldex3D lub Sigmasoft 3D). Inżynierowie muszą patrzeć poza proste, binarne wykresy wizualne i oceniać ilościowe kryteria analityczne. Kluczowe wyniki symulacji obejmują śledzenie punktów stagnacji wektora prędkości, identyfikację zlokalizowanych spadków temperatury na złączu i wyodrębnianie numerycznego wskaźnika intensywności linii spoiny (VHI). Wysoce niezawodna metoda oceny integralności strukturalnej polega na mapowaniu rzutowanych tensorów orientacji włókien bezpośrednio z symulacji wtrysku do dalszych pakietów strukturalnych MES, umożliwiając projektantom symulowanie zlokalizowanych koncentracji naprężeń pod rzeczywistymi obciążeniami mechanicznymi. Aby zapewnić dokładne przewidywania, modele symulacyjne muszą wykorzystywać wysoce wyrafinowane siatki 3D składające się z co najmniej 10 do 12 warstw w przekrojach cienkościennych, w połączeniu ze zweryfikowanymi danymi dotyczącymi charakterystyki materiału i dokładnymi parametrami reakcji maszyny.
Aby przekształcić wirtualną diagnostykę CAE w praktyczne rozwiązania stosowane w hali produkcyjnej, zespoły inżynieryjne powinny postępować zgodnie ze standardowym drzewem decyzyjnym diagnostycznym. Kiedy symulacja wskazuje na niedopuszczalne ryzyko splotu, inżynier musi systematycznie oceniać i izolować zmienne, zamiast losowo dostosowywać parametry. Najpierw sprawdź, czy skrzyżowanie można przenieść do obszaru niekrytycznego, zmieniając lokalizację bramek. Jeśli ograniczenia geometryczne uniemożliwiają zmianę położenia przewężki, następnym krokiem jest ocena lokalnego zarządzania ciepłem, oceniając, czy zmienna regulacja temperatury formy może poprawić wiązanie molekularne. Wreszcie, jeśli regulacje termiczne są niewystarczające, należy zmienić grubość ścianki mechanicznej, aby zmniejszyć lokalne opory przepływu i zwiększyć ciśnienie uszczelnienia. Ta ustrukturyzowana metoda zapewnia, że modyfikacje narzędzi i procesów opierają się na solidnych zasadach inżynieryjnych, znacznie skracając cykle rozwojowe i zapobiegając kosztownym zleceń zmian inżynierskich (ECO) na późnym etapie cyklu uruchamiania.
Projektowanie form i strategie lokalizacji bramek: kontrolowanie ścieżek przepływu i układów termicznych
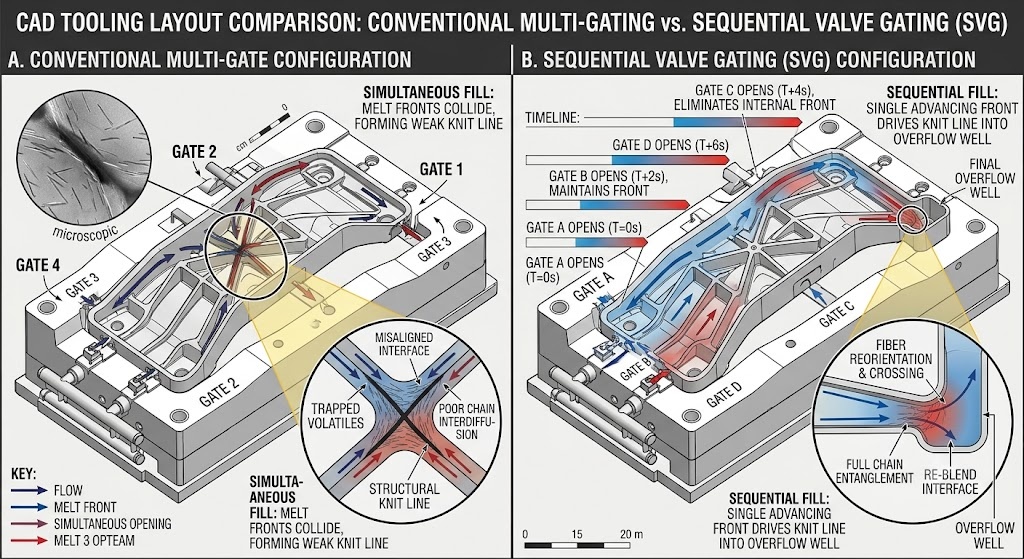
Podstawową metodą eliminacji lub przenoszenia linii łączenia jest strategiczne rozmieszczenie systemu wlewowego narzędzia. Wybór geometrii przewężki — niezależnie od tego, czy wykorzystuje ona precyzyjne zasuwy zaworów bezpośrednich, zastawki krawędziowe czy zastawki wentylatorowe — wyznacza początkowy wzór wypełnienia i bezpośrednio kontroluje sposób, w jaki czoło przepływu rozdzielają się i ponownie łączą wokół sworzni rdzenia lub wewnętrznych wycięć. Projektując złożone części, inżynierowie muszą ustalić dokładne zasady dotyczące odległości przepływu i maksymalnego dopuszczalnego stosunku długości przepływu do grubości ścianki. Na przykład w cienkościennej elektronice użytkowej często stosuje się strategię sekwencyjnego bramkowania zaworów (SVG). Używając sterowanych elektronicznie kołków hydraulicznych lub pneumatycznych do otwierania zasuw zaworów w precyzyjnej, czasowej sekwencji, inżynierowie mogą całkowicie wyeliminować tworzenie się wewnętrznych linii łączenia, zmuszając pojedynczy, ciągły front stopu do omiatania wnęki, przesuwając linie spawania do peryferyjnych obszarów wypływu lub krawędzi niekonstrukcyjnych.
Oprócz rozmieszczenia przewężek, zarządzanie wydajnością cieplną stali formierskiej ma kluczowe znaczenie dla optymalizacji jakości linii dziania. Tradycyjne, prosto nawiercone linie chłodzące często pozostawiają głębokie sekcje rdzenia i złożone narożniki odizolowane od skutecznego chłodzenia termicznego, co skutkuje lokalnymi gorącymi punktami lub poważnymi gradientami termicznymi, które osłabiają powierzchnię styku linii plecionej. Zastąpienie konwencjonalnych linii zaawansowanymi konforemnymi kanałami chłodzącymi — wytwarzanymi metodą bezpośredniego spiekania laserowego metalu (DMLS) — umożliwia liniom chłodzenia dokładne dopasowywanie się do konturów wnęki części. Zapewnia to bardzo równomierne rozpraszanie ciepła i umożliwia precyzyjne, lokalne formowanie z szybkim cyklem cieplnym (RHCM). Wykorzystując parę lub wodę pod ciśnieniem o wysokiej temperaturze do szybkiego podgrzania miejscowego obszaru splotu podczas napełniania, a następnie przechodząc na zimną wodę w celu szybkiego zestalenia, producenci mogą utrzymać temperaturę powierzchni wnęki powyżej temperatury zeszklenia żywicy lub temperatury topnienia krystalicznego podczas tworzenia splotu. To całkowicie eliminuje karby powierzchniowe i maksymalizuje splątanie łańcucha polimeru.
| Strategia narzędziowa | Typowa premia za koszty oprzyrządowania | Wpływ czasu cyklu | Poprawa wytrzymałości linii dzianiny | Najlepsze dopasowanie aplikacji |
| Konwencjonalne chłodzenie maszynowe | Wartość bazowa (0 dolarów) | Linia bazowa (25 do 45 sekund) | Minimalne (poprawa od 0 do 10 procent) | Grubościenne bloki konstrukcyjne o niskiej złożoności. |
| Konformalny wkład chłodzący (DMLS) | 15 do 30 procent | Obniżka od 15 do 30 procent | Podwyżka od 15 do 30 procent | Skomplikowane wykończenia samochodów, wielojamowe części medyczne. |
| Sekwencyjne bramkowanie zaworów (SVG) | 25 procent do 40 procent | Neutralny | Całkowicie przenosi defekt | Duże panele korpusu, panele instrumentalne, długie pokrywy. |
| Formowanie w cyklu szybkiego ogrzewania (RHCM) | 40 procent do 60 procent | Podwyżka od 10 do 25 procent | Podwyżka od 40 do 70 procent | Wyświetlacze konsumenckie o wysokim połysku, medyczne obudowy optyczne. |
Przed wdrożeniem tych zaawansowanych modyfikacji narzędzi zespoły inżynierów muszą z góry przeprowadzić rygorystyczną analizę zwrotu z inwestycji (ROI) i ocenę ryzyka. Chociaż dodanie wkładki konforemnej DMLS lub kolektora SVG może zwiększyć początkowe nakłady inwestycyjne na oprzyrządowanie o dziesiątki tysięcy dolarów, koszty te muszą być starannie zrównoważone z długoterminowymi wskaźnikami operacyjnymi. W przypadku masowej produkcji samochodów trwającej kilka lat, 20-procentowe skrócenie czasu cyklu w połączeniu ze znacznym zmniejszeniem liczby złomów z łatwością uzasadnia wyższą cenę za oprzyrządowanie od początku. Z drugiej strony, w przypadku komponentów medycznych o mniejszej objętości modyfikacja grubości ścianek części lub zastosowanie zlokalizowanych studni przelewowych, które zbierają zimne kropelki na końcu czoła przepływu i które można czysto obrobić po formowaniu, stanowią bardziej opłacalną alternatywę, która pozwala osiągnąć wymagane specyfikacje mechaniczne bez przekraczania budżetu inwestycyjnego projektu.
Przetwarzanie, materiały i kompromisy w produkcji: optymalizacja macierzy parametrów
Kiedy modyfikacje narzędzi są ograniczone budżetem lub harmonogramem, inżynierowie muszą polegać na systematycznej optymalizacji procesów i starannym doborze materiałów, aby zarządzać wydajnością linii dziania. Struktura molekularna surowego polimeru decyduje o jego zachowaniu reologicznym podczas zbieżności frontu stopu. Niewypełnione żywice towarowe, takie jak polipropylen (PP) lub amorficzny akrylonitryl-butadien-styren (ABS), łatwo płyną i łatwo wiążą się przy niższych energiach względnych. Jednakże wysokotemperaturowe konstrukcyjne tworzywa sztuczne, takie jak poliwęglan (PC), poliamid 6/66 (PA6/PA66) i polifenylen (PPO) – zwłaszcza wypełnione w 30–50% włóknami szklanymi lub modyfikatorami mineralnymi – stwarzają poważne wyzwania reologiczne. W przypadku tych zaawansowanych związków dostosowanie parametrów musi odbywać się zgodnie z wysoce ustrukturyzowaną matrycą przetwarzania „konserwatywnego do agresywnego”, aby uniknąć degradacji materiału lub wydłużenia czasu cyklu.
Aby systematycznie usuwać wady linii dziania na hali produkcyjnej, technicy powinni zapoznać się z kompleksowymi wytycznymi dotyczącymi materiałów i parametrów przetwarzania. Korekty należy zawsze wykonywać sekwencyjnie, umożliwiając ustabilizowanie procesu przez kilka cykli po każdej modyfikacji, aby dokładnie zmierzyć wpływ na jakość części i wydajność konstrukcyjną:
| Typ matrycy żywicy | Zalecany zakres topnienia (stopnie C) | Zalecany zakres form (stopnie C) | Podstawowy krok dostrajania prędkości wtrysku | Oczekiwane zachowanie wytrzymałości dzianiny (%) |
| Niewypełniony polipropylen (PP) | 200 - 240 | 30 - 60 | Umiarkowany progresywny (przyrost co 10%) | 85% - 95% |
| ABS (klasa estetyczna) | 220 - 260 | 50 - 80 | Profil dużej prędkości (strefa szybkiego dziania) | 80% - 90% |
| Poliwęglan (PC) | 280 - 320 | 80 - 110 | Wysoka stała prędkość przy wysokim opakowaniu | 70% - 85% |
| PA66-GF30 (wypełnienie w 30% szkłem) | 270 - 300 | 80 - 120 | Bardzo wysoka prędkość (maksymalne ogrzewanie ścinające) | 35% - 55% |
| PPO (zmodyfikowany / konstrukcyjny) | 260 - 310 | 70 - 100 | Wysoka prędkość, po której następuje natychmiastowa zmiana pakietu | 50% - 70% |
Jeśli zoptymalizowane parametry przetwarzania nie mogą całkowicie wyeliminować widocznej linii splotu na bardzo estetycznym elemencie, mogą być wymagane dodatkowe operacje wykończeniowe. Opcje usuwania pleśni — w tym mechaniczne szlifowanie, automatyczne gruntowanie i malowanie, chemiczne polerowanie w oparach lub miejscowe zgrzewanie ultradźwiękowe — mogą skutecznie maskować wady powierzchni, ale wiążą się ze znacznymi kompromisami w produkcji. Chociaż dodatkowa powłoka poliuretanowa lub zmycie rozpuszczalnikiem chemicznym może przywrócić nieskazitelne wykończenie powierzchni o wysokim połysku amorficznej obudowie konsumenckiej, operacje te zwiększają całkowite koszty części, wymagają dodatkowej pracy i zwiększają liczbę złomów z powodu wad w obsłudze. Co więcej, wykończenia powierzchni nie naprawiają podstawowych wad konstrukcyjnych. Jeśli włókna szklane pozostaną źle ułożone pod pomalowaną powierzchnią, część ulegnie zniszczeniu pod wpływem naprężeń mechanicznych. Menedżerowie operacyjni muszą dokładnie porównać koszty wykończenia z długoterminową inwestycją kapitałową w postaci modernizacji zaawansowanych narzędzi, wybierając opcję, która najlepiej równoważy jakość, koszty i niezawodność komponentów.
Przyspiesz wydajność narzędzi i przetwarzania
Eliminowanie awarii przewodów wymaga połączenia początkowej inżynierii predykcyjnej ze zdyscyplinowaną kontrolą jakości. Pobierz naszą kompleksową wersję, gotową do użycia w sklepie Lista kontrolna rozwiązywania problemów z dzianiną i kalibracji symulacji (PDF) , zawierający szablony regulacji krok po kroku maszyny formierskiej, docelowe parametry siatki VHI i formularze walidacyjne ASTM/ISO.
Potrzebujesz natychmiastowego wsparcia inżynieryjnego dla aktywnego programu? Skontaktuj się z naszym zespołem technicznym już dziś, aby zaplanować zaawansowaną usługę Przegląd symulacji CAE i audyt układu formy . Nasi specjaliści ds. produkcji w Ameryce Północnej zapewniają szczegółową diagnostykę w ciągu 3 do 5 dni roboczych.

