
Termoplastyczny poliuretan (TPU) wypełnia lukę pomiędzy elastycznymi gumami i sztywnymi tworzywami sztucznymi. Znany ze swojej wyjątkowej elastyczności, odporności na zużycie i wysokiej wytrzymałości na rozciąganie, TPU jest bardzo preferowany w światowej produkcji przemysłowej. Jednakże przetwarzanie tego wyjątkowego elastomeru poliuretanowego wymaga głębokiego zrozumienia jego ukrytych niuansów technicznych.
Ten przewodnik zapewnia inżynieryjny wgląd w właściwości TPU, parametry przetwarzania, tajemnice projektowania dlam i strategie rozwiązywania problemów w celu optymalizacji linii produkcyjnej i zabezpieczenia wysokowydajnej produkcji komponentów B2B.
1. Kluczowe właściwości i dylemat wyboru
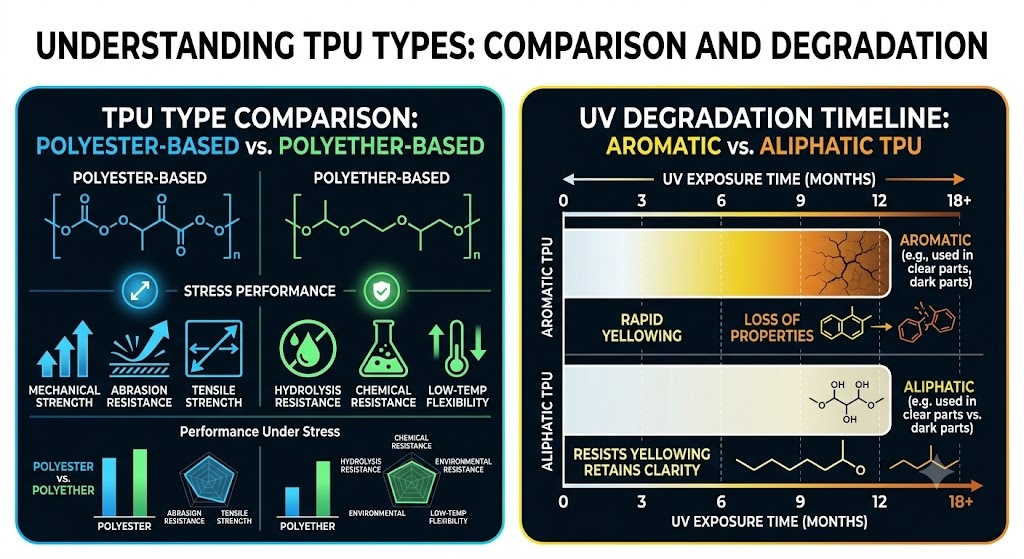
Wybór odpowiedniego gatunku TPU wymaga spojrzenia poza podstawowe wykresy twardości Shore'a. Zespoły ds. zamówień przemysłowych i projektowania produktów muszą najpierw zrównoważyć podstawowe rozbieżności chemiczne: TPU na bazie poliestru kontra TPU na bazie polieteru .
TPU na bazie poliestru:
- Wytrzymałość mechaniczna: Doskonała odporność na rozciąganie i rozdarcie.
- Odporność na ścieranie: Doskonały (idealny do części narażonych na duże zużycie, takich jak kółka do mebli przemysłowych).
- Odporność na hydrolizę: Słabe (podatne na degradację pod wpływem wilgoci).
- Elastyczność w niskich temperaturach: Dobrze.
- Odporność mikrobiologiczna: Niski.
TPU na bazie polieteru:
- Wytrzymałość mechaniczna: Umiarkowane.
- Odporność na ścieranie: Dobrze.
- Odporność na hydrolizę: Doskonały (idealny do środowisk mokrych lub zanurzonych).
- Elastyczność w niskich temperaturach: Doskonały (zachowuje elastyczność w bardzo niskich temperaturach).
- Odporność mikrobiologiczna: Wysoka.
Wskazówka dla profesjonalistów: Ukryty koszt żółknięcia
Stiardowe aromatyczne TPU mają struktury molekularne, które ulegają degradacji pod wpływem promieniowania UV, powodując, że przezroczyste części zmieniają kolor na nieestetyczny żółty. W przypadku wysokiej klasy towarów konsumpcyjnych, specjalistycznych osłon kabli serwo lub widocznych wnętrz samochodów inżynierowie muszą zaopatrzyć się w takie materiały alifatyczne gatunki TPU . Chemia alifatyczna z natury jest odporna na światło UV, zachowując przejrzystość optyczną i stabilność koloru przez dłuższy czas życia produktu.
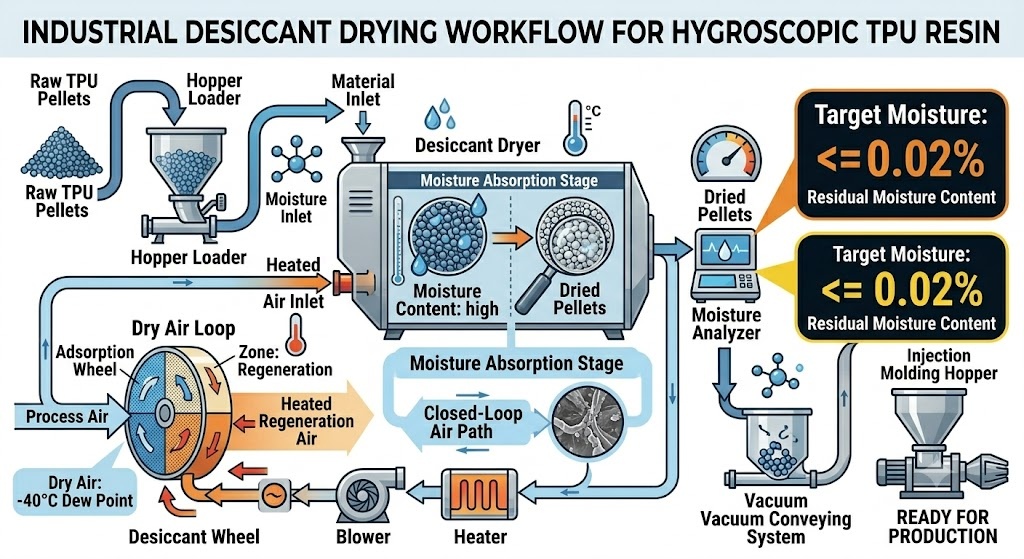
2. Przygotowanie materiału: Poza podstawowym suszeniem
Jeśli istnieje pojedynczy punkt awarii podczas formowania wtryskowego TPU, jest nim wilgoć. TPU jest wysoce higroskopijny; aktywnie pochłania parę wodną z otaczającego powietrza. Przetwarzanie mokrej żywicy prowadzi do nieodwracalną degradację hydrolityczną —reakcja chemiczna, podczas której woda w wysokich temperaturach rozrywa łańcuchy polimeru poliuretanowego, całkowicie niszcząc właściwości mechaniczne materiału.
- Wskaźnik punktu rosy: Standardowe zbiorniki na gorące powietrze są niewystarczające. Należy używać suszarki ze środkiem pochłaniającym wilgoć, która może utrzymać punkt rosy wynoszący -40°C lub niższy.
- Parametry suszenia: Wysuszyć dziewiczą żywicę w temp 80°C do 90°C for 3 do 4 godzin . Docelowa zawartość wilgoci przed wejściem do beczki wtryskowej musi być ściśle przestrzegana 0,02% lub mniej .
Wskazówka dla profesjonalistów: Zasada 20% przemiału
Chociaż redukcja kosztów przemysłowych narzuca ponowne wykorzystanie wlewów i prowadnic, należy ściśle zarządzać historią termiczną TPU.
Złote prawo: Nigdy nie mieszaj więcej niż 15% do 20% przemiału (złom z recyklingu) z żywicą dziewiczą.
Przekroczenie tego limitu powoduje znaczny spadek pierwotnej wytrzymałości części na rozdarcie i przyspiesza estetyczne żółknięcie. Co więcej, przemiał złomu pochłania wilgoć nawet dwukrotnie szybciej niż pierwotny pellet; to musi przed zmieszaniem z lejem zasypowym podlegają niezależnemu, rygorystycznemu suszeniu ze środkiem osuszającym.
3. Parametry przetwarzania: Pokonanie ciepła ścinającego
Ustawianie profilu termicznego TPU wymaga podejścia nieliniowego. Ponieważ cząsteczki TPU są bardzo wrażliwe na tarcie, materiał wykazuje wysoką odporność na tarcie wrażliwość na ścinanie . Kiedy wtryskarka przeciska stopiony elastomer przez ciasne ograniczenia, wytwarza się ogromne tarcie wewnętrzne – znane jako ogrzewanie ścinające .
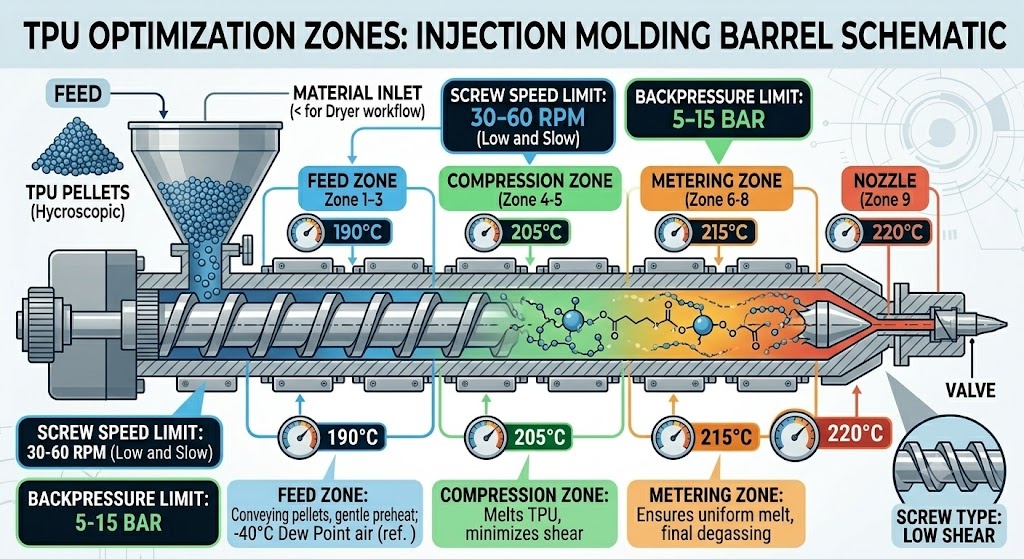
Aby zapobiec przegrzaniu i spaleniu materiału przez ciepło tarcia, należy zastosować „Niski i powolny” strategia strojenia maszyny:
- Temperatura topnienia: Utrzymuj precyzyjny profil lufy pomiędzy 190°C i 220°C . Przekroczenie 230°C spowoduje rozkład termiczny.
- Temperatura formy: Utrzymuj ściany formy w temp 20°C do 40°C . Chłodniejsze formy przyspieszają krystalizację bloków poliuretanowych, umożliwiając części strukturalizację i czyste wyrzucanie bez wypaczeń.
- Śruba i ciśnienie wsteczne: Ustaw niskie prędkości liniowe ślimaka ( 30 do 60 obr./min ) i minimalne przeciwciśnienie ( 5 do 15 barów ). Wysokie ciśnienie wsteczne wymusza niepotrzebne naprężenia ścinające na elastomerze, niszcząc łańcuchy polimeru, zanim tworzywo sztuczne w ogóle opuści dyszę.
4. Sekrety projektowania form dla lepkich elastomerów
Standardowe zasady projektowania form przeznaczone do sztywnych tworzyw sztucznych, takich jak ABS lub polipropylen, zawiodą w przypadku zastosowania do elastycznego TPU. Miękkie elastomery wymagają specjalistycznych naddatków geometrycznych i mechanicznych w oprzyrządowaniu stalowym.
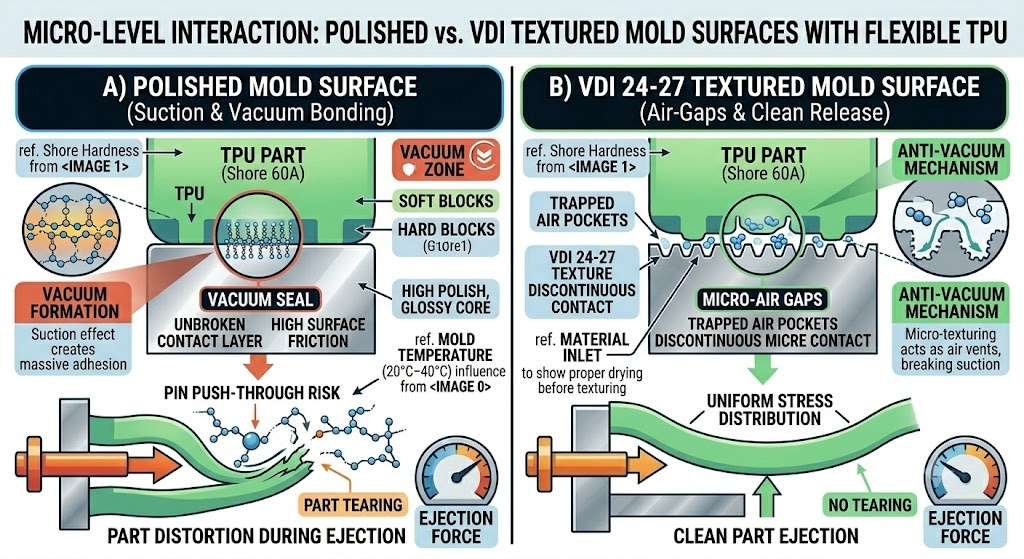
Koszmar zatykania próżniowego
Miękkie gatunki TPU (Shore 60A do 85A) charakteryzują się wysokim tarciem powierzchniowym. Podczas sekwencji otwierania formy gładki elastomer działa jak przyssawka, tworząc podciśnienie na wysoce wypolerowanych, błyszczących powierzchniach rdzenia. Część będzie się sklejać, odkształcać lub rozdzierać podczas mechanicznego wyrzucania.
- Rozwiązanie: Unikaj wykończeń lustrzanych na wysoki połysk. Zamiast tego określ tekstura formy przeciwpróżniowej takie jak lekka struktura kulkowa lub chemiczna EDM ( VDI 24 do 27 ). Ta mikrotekstura zatrzymuje maleńkie kieszenie powietrza pomiędzy stalą a elastomerem, przerywając uszczelnienie próżniowe i służąc jako wbudowany mechaniczny środek antyadhezyjny.
Specyfikacje mikrowentylacji
Ze względu na duże prędkości wtrysku uwięziony gaz może łatwo przypalić elastyczne materiały. Jednakże, ponieważ TPU łatwo płynie pod ciśnieniem, zbyt duże otwory wentylacyjne będą powodować powstawanie błysków.
- Zasada: Obrobione maszynowo otwory wentylacyjne muszą charakteryzować się ścisłym limitem mikrogłębokości 0,015 mm do 0,02 mm . Jest ona wystarczająco wąska, aby pomieścić stopiony elastomer i jednocześnie umożliwiać bezpieczne odprowadzanie sprężonego powietrza.
5. Tabela rozwiązywania problemów (zaawansowane rozwiązania terenowe)
Kiedy na hali produkcyjnej pojawiają się defekty, identyfikacja prawdziwej przyczyny wymaga rozróżnienia wskaźników termicznych i środowiskowych. Skorzystaj z tego przewodnika terenowego, aby szybko i precyzyjnie rozwiązywać problemy:
-
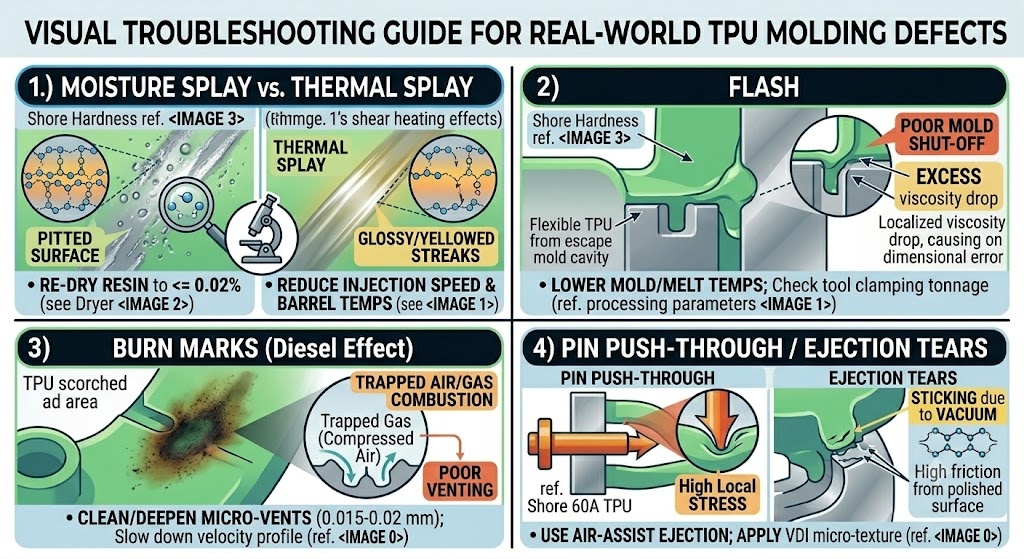
Ślady rozprysków (srebrzyste smugi)
-
Prawdopodobna przyczyna: Rozkład hydrolityczny lub termiczny.
-
Zaawansowane rozwiązanie terenowe: Test mikroskopu: Sprawdź smugi w powiększeniu. Jeśli smugi są szorstkie i podziurawione, oznacza to zacieki wilgoci (wydłuż czas schnięcia). Jeśli smugi są gładkie i błyszczące, jest to rozbieżność termiczna spowodowana nadmiernym ciepłem ścinania (zmniejsz prędkość wtrysku lub temperaturę dyszy).
-
Odblask (nadmiar materiału w szwach)
-
Prawdopodobna przyczyna: Nadmierny wtrysk lub miejscowy spadek lepkości.
-
Zaawansowane rozwiązanie terenowe: Obniż temperaturę stopu, aby zwiększyć lepkość lub zmniejsz profil ciśnienia docisku. Sprawdź, czy siła mocowania narzędzia odpowiada wymaganemu tonażowi.
-
Ślady poparzeń (efekt oleju napędowego)
-
Prawdopodobna przyczyna: Uwięziona kompresja gazu w niewentylowanych kieszeniach.
-
Zaawansowane rozwiązanie terenowe: Oczyścić i pogłębić mikrootwory (maks. 0,02 mm). Zwolnij profil prędkości wtrysku tuż przed wejściem stopu do strefy końcowego wypełnienia.
-
Lepkie części/łzy wyrzutowe
-
Prawdopodobna przyczyna: Klejenie próżniowe lub przedwczesne pakowanie.
-
Zaawansowane rozwiązanie terenowe: Przełącz na system wyrzutu wspomagany powietrzem (zawór nadmuchowy) wraz z mechanicznymi sworzniami. Nałóż mikroteksturę VDI na rdzeń.
6. Przyszłe trendy: zaopatrzenie dla ekologicznego łańcucha dostaw
W miarę jak globalne marki przechodzą w kierunku gospodarki o obiegu zamkniętym, międzynarodowe wymagania ESG zmieniają standardy zakupów B2B. Ekosystem produkcji przemysłowej szybko zmierza w kierunku TPU pochodzenia biologicznego and Elastomery PCR (recykling pokonsumencki). .
Nowoczesne organiczne TPU zastępują tradycyjne poliole pochodzące z ropy naftowej alternatywami pochodzenia roślinnego (takimi jak skrobia kukurydziana lub olej rycynowy), zmniejszając ślad węglowy nawet o 40%.
Rzeczywistość okna przetwarzania
Inżynierowie i agenci ds. zakupów muszą pamiętać, że TPU pochodzenia biologicznego i pochodzącego z recyklingu mają znaczące właściwości węższe okna przetwarzania niż materiały kopalne. Biopolimery wykazują wyższą wrażliwość termiczną i niższą tolerancję na ścinanie. Dostosowanie hali produkcyjnej do tych ekologicznych materiałów wymaga modernizacji do precyzyjnych maszyn do formowania ze sterowaniem w obiegu zamkniętym, priorytetowego traktowania zaawansowanych konfiguracji suszenia ze środkiem pochłaniającym wilgoć i stosowania zoptymalizowanego teksturowania narzędzi, aby zachować konkurencyjność w ekologicznym łańcuchu dostaw.

