
W świecie produkcjiW formowanie wtryskowe to potężny proces używany do tworzenia wszystkiego, od pulpitów samochodowych po czapki butelek. Jednak nawet przy nowoczesnej technologii mogą się zdarzyć wady. Jednym z najczęstszych i frustrujących z nich jest Krótki strzał . Ta wada nie po prostu wygląda źle; Tworzy niefunkcjonalną część, prowadząc do zmarnowanych materiałów, opóźnień produkcyjnych i wyższych kosztów. Zrozumienie, dlaczego pojawiają się krótkie strzały i jak je naprawić, jest niezbędne dla każdego, kto jest zaangażowany w produkcję części tworzyw sztucznych. Ten przewodnik przeprowadzi Cię przez przyczyny, rozwiązania i metody zapobiegania, aby za każdym razem tworzyć wysokiej jakości, kompletne części.
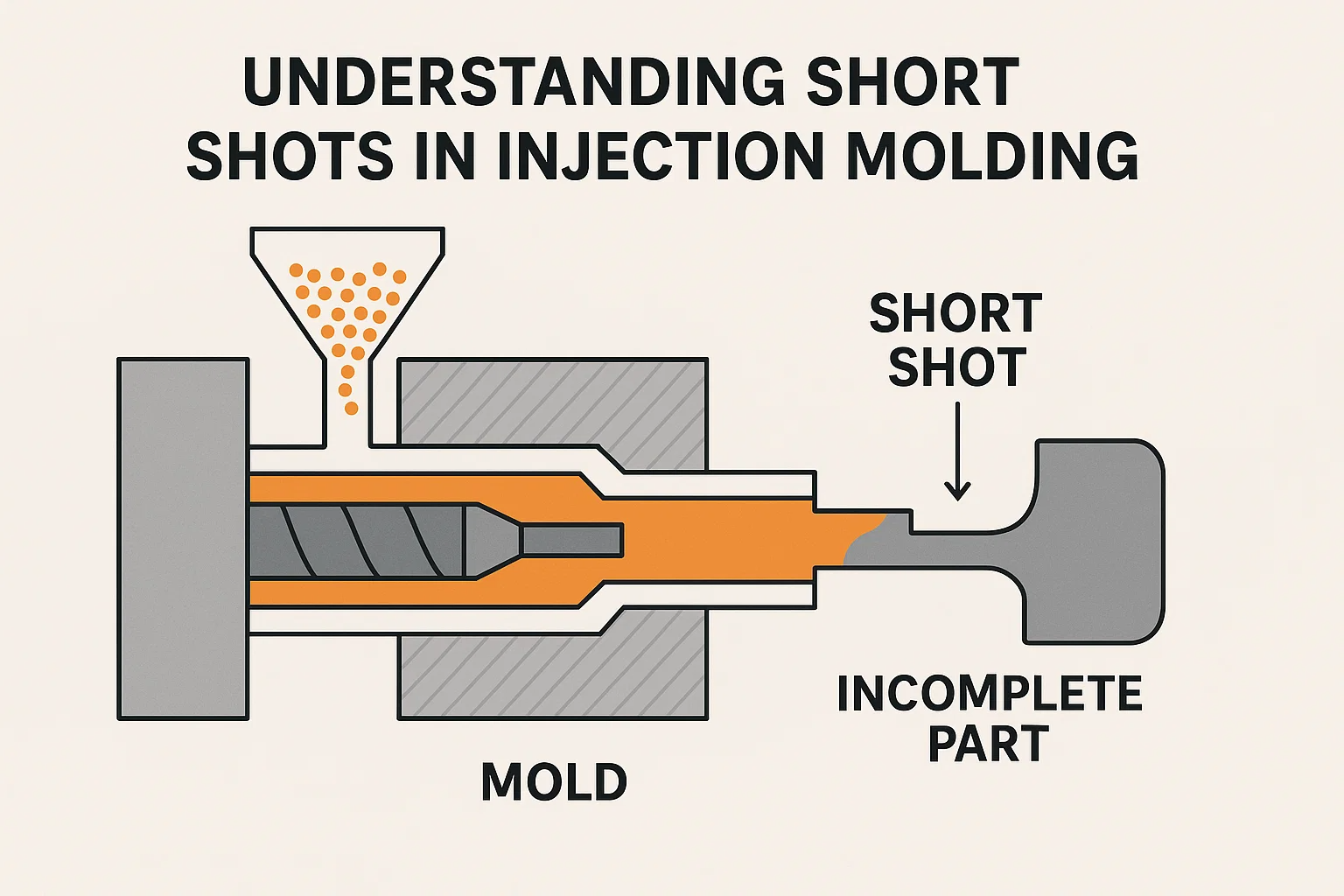
Co to jest krótki strzał w formowaniu wtrysku?
Mówiąc najprościej, Krótki strzał jest wadą formującą, w której stopiona żywica z tworzywa sztucznego nie wypełnia w pełni wnęki pleśni. Zamiast kompletnej, idealnej części, kończysz komponent, który jest niekompletny lub „krótki”. To tak, jakby próbować napełnić szkło wodą, ale wybiegnie, zanim szkło będzie pełne. Rezultatem jest część, która brakuje sekcji, często w najdalszych punktach, od miejsca, w którym wstrzyknięto plastik. Wizualnie krótki strzał może pojawić się jako częściowo uformowana część lub może mieć gładką, zaokrągloną krawędź, w której przepływ plastikowy zatrzymał się nagle. Ponieważ krótki strzał jest niekompletną częścią, jest natychmiast bezużyteczny i musi zostać złomowany. Często jest to objaw podstawowych problemów z maszyną, pleśnią lub materiałem, które należy zdiagnozować i poprawić.
Co powoduje krótkie ujęcia?
Diagnozowanie krótkiego strzału wymaga systematycznego podejścia, ponieważ przyczyna może wynikać z kilku różnych obszarów procesu formowania wtryskowego. Najczęstsze problemy można prześledzić do materiału, ustawień maszyny lub samej konstrukcji formy.
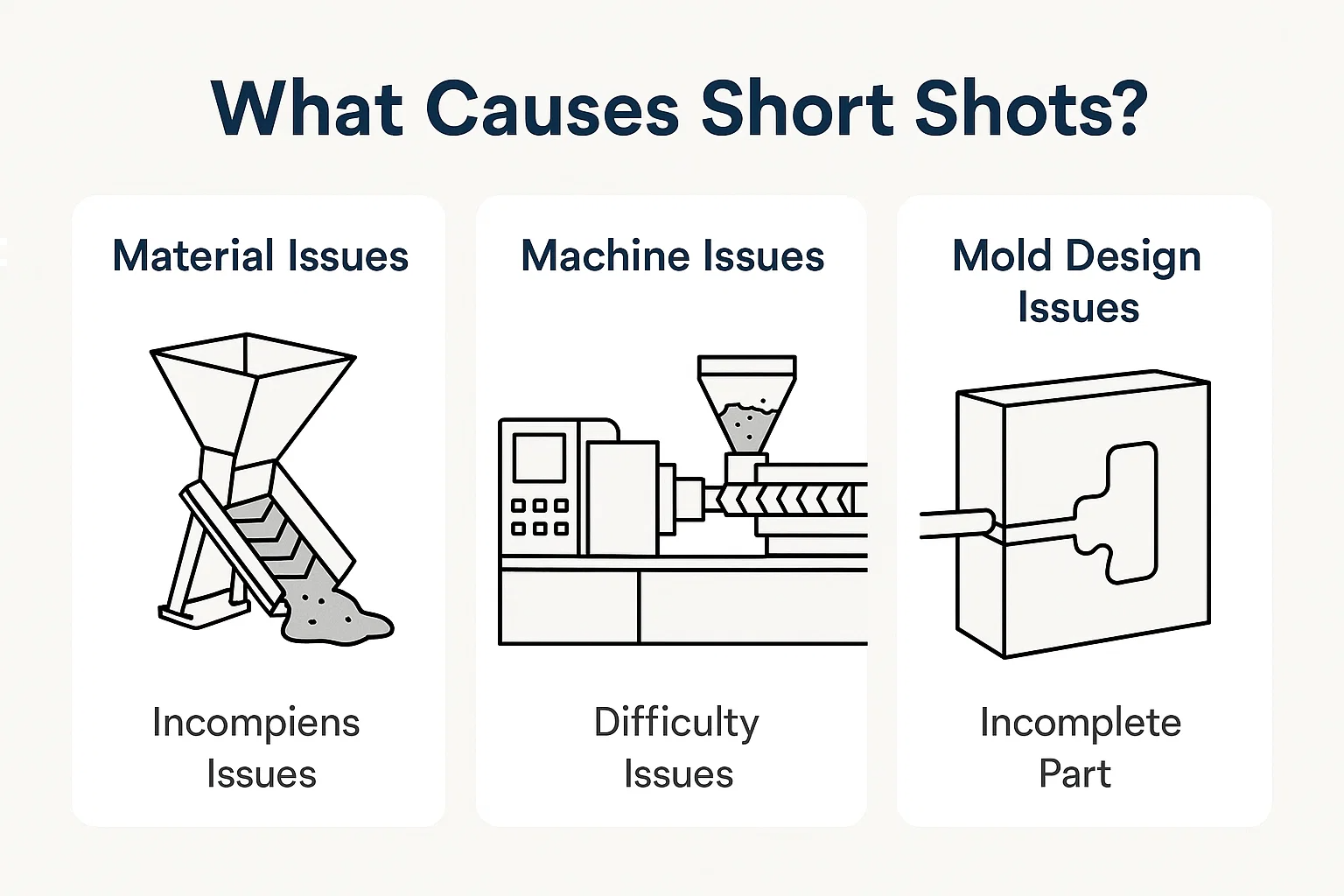
1. Problemy materialne
Formowanie samego tworzywa sztucznego może być główną przyczyną krótkiego strzału. Problemy ze stanem lub przygotowaniem żywicy mogą uniemożliwić jej prawidłowe przepływ do formy.
-
Niewystarczający materiał: Najprostszą przyczyną jest po prostu nie ma wystarczającej ilości plastiku, aby napełnić formę. Może się to zdarzyć, jeśli śruba maszyny do formowania wtrysku nie posuwa się wystarczająco daleko, aby popchnąć wymaganą objętość plastiku lub jeśli w systemie zasilającym jest zablokowanie.
-
Rozwiązania: Sprawdź materiał materiałowy i mechanizm żywieniowy maszyny, aby upewnić się, że nie jest pusty ani zablokowany. Zwiększ rozmiar strzału na panelu sterowania maszyny, aby zapewnić większą objętość materiału.
-
-
Nieprawidłowa temperatura stopu: Jeśli plastik nie jest podgrzewany do właściwej temperatury, jego lepkość (jego odporność na przepływ) będzie zbyt wysoka. Gruby, „zimny” stopień walczy, aby przepływać przez wąskich biegaczy i bramy i może się zestalić, zanim będzie mogła wypełnić całą wnękę.
-
Rozwiązania: Zapoznaj się z arkuszem danych dostawcy materiału, aby uzyskać zalecany zakres temperatur stopu. Dostosuj temperaturę lufy i grzejnika na maszynie, aby zwiększyć temperaturę plastiku i obniżyć jego lepkość.
-
-
Lepkość materiału: Nawet w prawidłowej temperaturze niektóre tworzywa sztuczne są z natury bardziej lepkie (grubsze) niż inne. Materiały takie jak poliwęglan i polistyren o wysokim wpływie mogą być bardziej podatne na krótkie strzały ze względu na ich charakterystykę przepływu. Dodatkowo wilgoć w tworzywach higroskopowych (te, które wchłaniają wodę, takie jak nylon) może powodować degradację i utratę właściwości przepływu.
-
Rozwiązania: Upewnij się, że materiały są odpowiednio wysuszone przed użyciem zgodnie ze specyfikacjami producenta. Rozważ stosowanie stopnia o niższej wartości tego samego materiału lub zupełnie innego materiału o lepszych charakterystykach przepływu.
-
2. Problemy z maszyną
Ustawienia maszyny do formowania wtryskowego mają kluczowe znaczenie. Nawet przy odpowiednim materiale i formie nieprawidłowe parametry mogą łatwo prowadzić do krótkiego strzału.
-
Nieodpowiednie ciśnienie wtrysku: Ciśnienie to siła, która wciska stopiony plastik do formy. Jeśli ciśnienie wtrysku jest zbyt niskie, plastik nie będzie miał wystarczającej siły, aby przejść na najdalsze końce wnęki.
-
Rozwiązania: Zwiększ ustawienie ciśnienia wtrysku na maszynie. Jest to często pierwsze i najprostsze rozwiązanie do wypróbowania. Bądź jednak ostrożny, aby nie stosować nadmiernej presji, ponieważ może to powodować inne wady, takie jak Flash.
-
-
Niepoprawna prędkość wtrysku: Kluczowa rolę odgrywa również prędkość wstrzykiwana plastik. Jeśli prędkość jest zbyt wolna, plastik może zacząć ostygnąć i zestawiać przedwcześnie, zanim wnęka będzie pełna. Jest to szczególnie prawdziwe w przypadku części cienkościennych.
-
Rozwiązania: Zwiększ prędkość wtrysku. Szybsza szybkość wtrysku może pomóc plastikowi dotrzeć do wszystkich części formy, zanim straci ciepło i lepkość.
-
-
Problemy wentylacyjne: Gdy plastik wypełnia formę, powietrze uwięzione w środku musi mieć sposób na ucieczkę. Jeśli otwory wentylacyjne są blokowane lub niewłaściwie rozmiar, uwięzione powietrze stworzy ciśnienie wsteczne, które opiera się przepływu plastiku, skutecznie „zwarcia” strzału.
-
Rozwiązania: Wyczyść otwory wentylacyjne i linie rozstające. Upewnij się, że głębokości wentylacyjne są prawidłowe (zazwyczaj 0,0005 do 0,001 cala lub 0,013 do 0,025 mm). Rozważ dodanie dodatkowych otworów wentylacyjnych lub systemu odpowietrzania próżniowego do złożonych form.
-
3. Problemy z projektowaniem pleśni
Nawet przy doskonałych ustawieniach materiału i maszyn słabo zaprojektowana pleśń może uniemożliwić wyprodukowanie pełnej części. Problemy te są często najtrudniejsze do rozwiązania, ponieważ wymagają fizycznych modyfikacji oprzyrządowania.
-
Rozmiar i lokalizacja bramki: Brama jest otworem, przez który stopiony plastik wchodzi do wnęki formy.
-
Rozmiar bramy: Jeśli brama jest zbyt mała, może działać jako ograniczenie, zapobiegając przepływie wystarczającej ilości materiału do wnęki. Tarcie z małej bramy może również spowodować przedwczesne ostygnięcie materiału.
-
Rozwiązania: Powiększ rozmiar bramki. Szersza lub grubsza brama pozwala na szybszy i bardziej wydajny przepływ plastiku.
-
-
Lokalizacja bramy: Nieprawidłowo położona brama może również prowadzić do krótkiego strzału, zwłaszcza jeśli jest daleko od obszarów, które należy wypełnić na koniec. Zwiększa to długość przepływu i ryzyko chłodzenia plastikowego, zanim osiągnie koniec wnęki.
-
Rozwiązania: Przenieś bramę do bardziej centralnej lub optymalnej pozycji, aby zapewnić równomierne obszary części. W przypadku złożonych części konieczne może być wiele bram.
-
-
-
Projekt systemu biegaczy: System Runner to sieć kanałów, które kierują plastik od dyszy maszynowej do bram.
-
Rozmiar i układ biegacza: System biegacza, który jest zbyt mały lub zbyt długi, może powodować znaczny spadek ciśnienia, co oznacza, że nie ma wystarczającej siły, aby popchnąć plastik aż do końca wnęki pleśni.
-
Rozwiązania: Zwiększ średnicę biegaczy, aby zmniejszyć utratę ciśnienia i poprawić przepływ. Przeprojektuj układ biegacza, aby był bardziej bezpośredni i zrównoważony, zapewniając, że wszystkie wnęki (w formie wielokrotności) wypełniają się w tej samej tempie.
-
-
-
Grubość ściany: Cienkie sekcje ściany w projekcie części mogą być główną przyczyną krótkich strzałów. Stopiony plastik chłodzi bardzo szybko, a jeśli musi przepływać przez bardzo cienki obszar, może się zestalić, zanim dotrze do drugiej strony, tworząc niepełną część.
-
Rozwiązania: Zmodyfikuj projekt części, aby zwiększyć grubość ściany w problematycznych obszarach. Chociaż nie zawsze może to być możliwe, jest to ważna uwaga podczas początkowej fazy projektowej. W przypadku istniejących form może być konieczne użycie bardziej płynnego materiału, wyższych temperatur lub szybszych prędkości wtrysku w celu zrekompensowania.
-
Jak zidentyfikować krótkie ujęcia
Zidentyfikowanie krótkiego strzału jest zwykle proste, ponieważ jest to bardzo widoczna wada. Jednak systematyczne podejście pomaga potwierdzić problem i wskazać jego dokładną lokalizację, co jest kluczowe dla skutecznego rozwiązywania problemów.
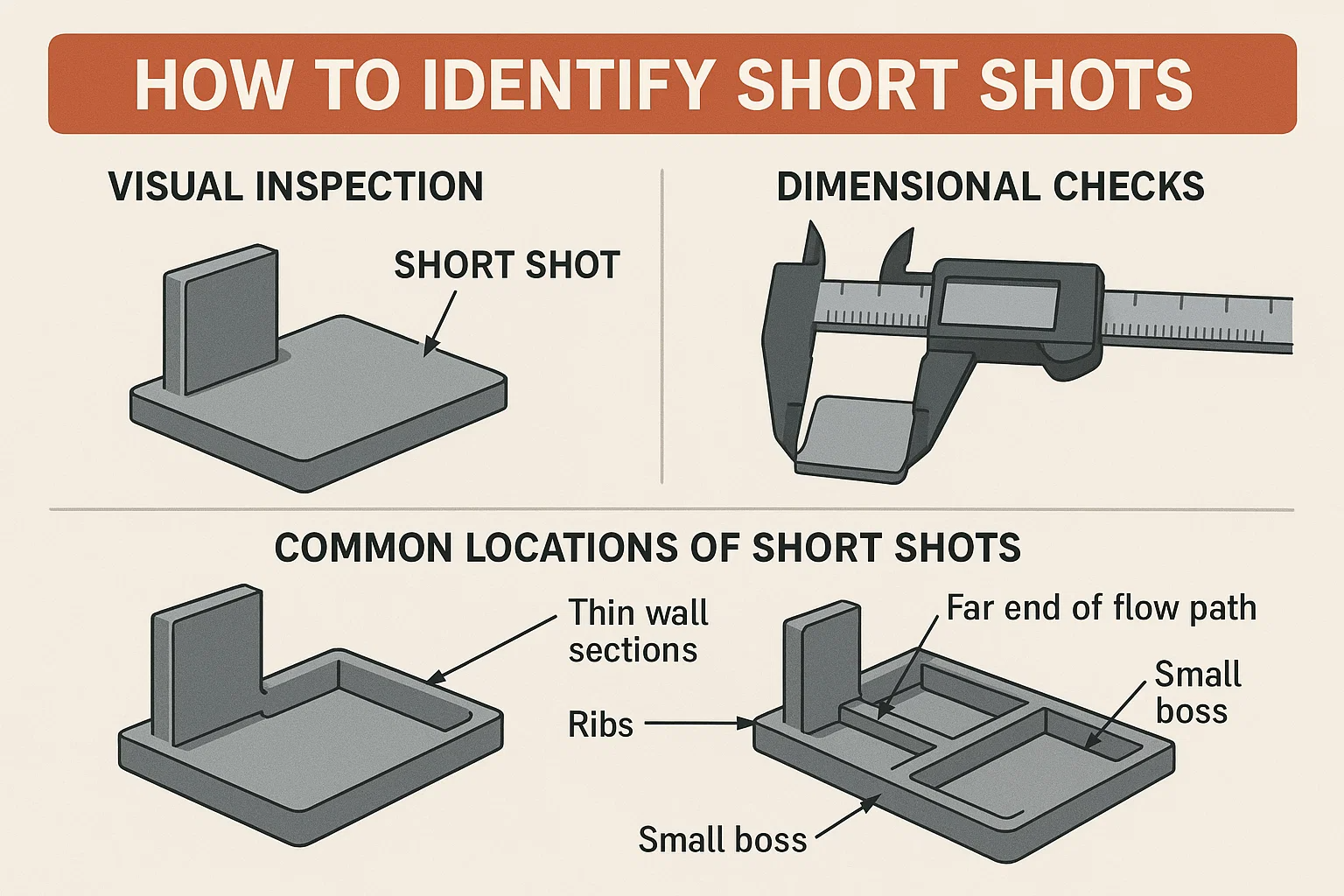
Kontrola wzrokowa
Najczęstszym sposobem wykrycia krótkiego strzału jest szybka kontrola wizualna. Krótki strzał jest natychmiast oczywisty, ponieważ część jest niekompletna. Zauważysz, że brakuje części części lub że część kończy się nagle z zaokrągloną, niedokończoną krawędzią, w której zatrzymał się przepływ plastikowy. Zazwyczaj jest to gładka, zakrzywiona powierzchnia, ponieważ napięcie powierzchniowe stopionego tworzywa sztucznego powoduje lekko odsuwając się, gdy się zestala. Jest to charakterystyczny znak, że wnęka pleśni nie była wypełniona.
Kontrole wymiarowe
Podczas gdy kontrola wizualna jest często wystarczająca, wykonanie kontroli wymiarowej może dostarczyć bardziej szczegółowych informacji, szczególnie w przypadku części o złożonych geometriach. Jeśli masz część, która wygląda prawie Kompletne, ale nie masz pewności, zmierz jego długość, szerokość i wysokość. Krótki strzał nie spełni wymaganych wymiarów, ponieważ część nie wypełni całej jamy pleśni. W przypadku części z cienkimi ścianami krótki strzał może na początku nie być wyraźnie oczywisty, ale kontrola wymiarowa potwierdzi problem.
Wspólne lokalizacje krótkich ujęć
Krótkie ujęcia prawie zawsze występują w koniec ścieżki przepływu , który jest najdalej od bramy, w której plastik wchodzi do wnęki. Stopiony plastik traci ciepło i ciśnienie podczas podróży, więc ostatnie obszary do wypełnienia są najbardziej podatne na krótki strzał. Te obszary są często:
-
Cienkie sekcje ściany.
-
Żeberka lub małych bossów.
-
Funkcje, które są na duże odległości od bramy.
-
Obszary o biednym lub bez wentylacji.
Wiedząc, gdzie szukać, możesz szybko potwierdzić krótki strzał i zacząć łączyć go z potencjalnymi przyczynami omówionymi wcześniej.
Rozwiązania dla krótkich strzałów
Rozwiązanie krótkiego strzału wymaga strategicznego podejścia. Często najlepiej jest zacząć od najłatwiejszych i najbardziej opłacalnych rozwiązań, zanim przejdzie do bardziej złożonych i drogich. Zacznij od ustawień maszynowych, a następnie rozważ materiał, a na koniec spójrz na samą formę.
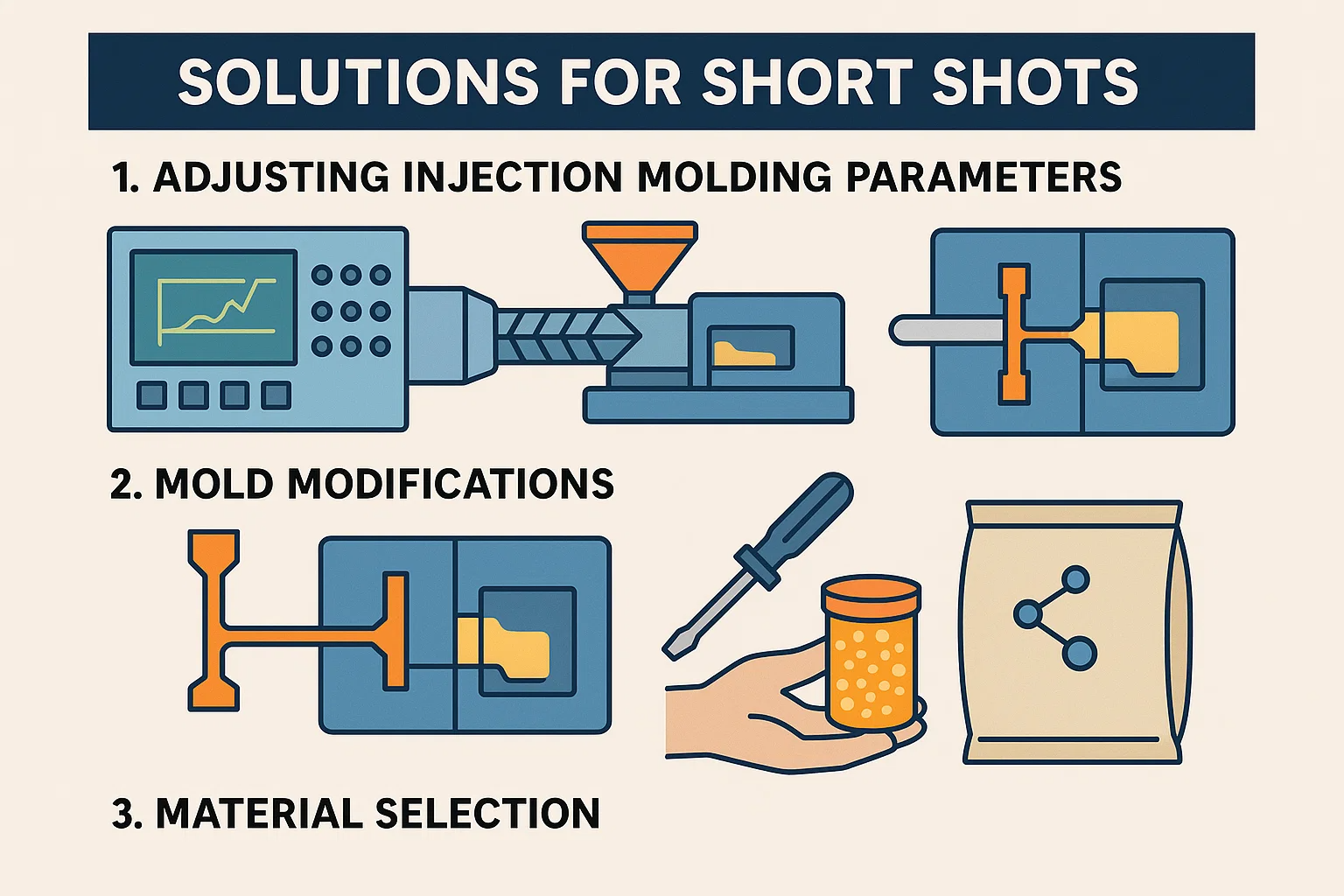
1. Dostosowanie parametrów formowania wtrysku
Najszybszym i najczęstszym sposobem naprawy krótkiego strzału jest wprowadzenie ustawień maszyny. Zmiany te można często wprowadzać na panelu sterowania bez długiego zatrzymywania produkcji.
-
Zwiększenie ciśnienia wtrysku: Jest to zwykle pierwsze i najskuteczniejsze rozwiązanie. Zwiększając ciśnienie, dajesz stopionemu plastikowi większą siłę do przemieszczania się przez pleśń, pomagając jej wypełnić nawet najtrudniejsze do dostępu obszary. Zwiększ ciśnienie w małych przyrostach (np. 50-100 psi) do momentu zakończenia części.
-
Optymalizacja prędkości wtrysku: Szybsza prędkość wtrysku może pomóc napełnić pleśń, zanim plastik będzie miał szansę na ochłodzenie i utrwalanie. Jest to szczególnie ważne dla części cienkościennych lub tych o długich ścieżkach przepływu. Podobnie jak w przypadku ciśnienia, stopniowo zwiększaj prędkość, aby uniknąć innych defektów, takich jak błysk lub ślady oparzenia.
-
Modyfikacja temperatury stopu: Wyższa temperatura stopu obniży plastik lepkość , sprawiając, że płynie łatwiej. Sprawdź arkusz danych materiału dla zalecanego zakresu temperatur i zwiększ temperaturę lufy i dyszy w celu poprawy płynności. Może to być bardzo skuteczne rozwiązanie, ale uważaj, aby nie przegrzać materiału, który może powodować degradację.
2. Modyfikacje pleśni
Jeśli regulacja parametrów maszyny nie rozwiązuje problemu, problem może być taki sama forma. Rozwiązania te wymagają wyłączenia maszyny i fizycznej modyfikacji narzędzia. Choć bardziej kosztowne, zapewniają długoterminową poprawkę.
-
Regulacja bramy i biegaczy: Rozmiar i konstrukcja bramy i biegaczy mają kluczowe znaczenie dla właściwego przepływu. Jeśli są zbyt małe, mogą ograniczyć przepływ plastiku. Powiększenie bramki lub poszerzenie biegaczy pozwoli na przepływ większej ilości materiału do wnęki z mniejszym oporem. W przypadku form wielokrotnościowych równoważenie biegaczy jest również kluczowe, aby zapewnić równomierne zapełnienie każdej wnęki.
-
Ulepszanie odpowietrzania: Uwięzione powietrze w formie może działać jak poduszka, zapobiegając napełnianiu wnęki plastiku. Czyszczenie istniejących otworów wentylacyjnych jest prostym pierwszym krokiem. Jeśli problem będzie się utrzymywał, producent pleśni może wymagać dodania dodatkowych otworów wentylacyjnych do formy w punktach, w których występuje krótki strzał. W niektórych przypadkach System odpowietrzania próżniowego Można zainstalować, aby aktywnie wyciągnąć powietrze z formy.
-
Ulepszenia systemu grzewczego: W przypadku złożonych form lub części grubościennych, a System Hot Runner można użyć. W przeciwieństwie do zimnych biegaczy, gorących biegaczy utrzymują plastikowe stopione do bramy, eliminując potrzebę podgrzewania i zapewniając bardziej spójną temperaturę i łatwiejszy przepływ.
3. Wybór materiału
Czasami najprostszym rozwiązaniem jest przełączanie materiałów lub upewnienie się, że bieżący jest odpowiednio przygotowywany.
-
Wybór właściwej oceny materiałowej: W ramach jednego rodzaju plastiku istnieją różne oceny o różnych właściwościach przepływu. Jeśli używasz materiału o niskiej prędkości przepływu stopy (MFR), rozważ przejście na wyższą klasę MFR, która jest przeznaczona do łatwiejszego przepływu.
-
Techniki suszenia materiału: Wiele higroskopowych tworzyw sztucznych (takich jak nylon, abs i poliwęglan) wchłania wilgoć z powietrza. Po uformowaniu ta wilgoć zmienia się w parę, która może utrudniać przepływ plastikowy i powodować krótkie strzały. Zawsze upewnij się, że Twój materiał jest odpowiednio wysuszony w gorącym powietrzu lub suszarce wysuszającej przed przetworzeniem.
Zapobieganie krótkim ujęciom
Najlepszym sposobem radzenia sobie z krótkim strzałem jest przede wszystkim zapobieganie temu. Proaktywne środki w fazach projektowania i konserwacji mogą zaoszczędzić znaczny czas i pieniądze na linii.
-
Zasady projektowania dla produkcji (DFM): To kluczowy pierwszy krok. DFM polega na zaprojektowaniu części z myślą o procesie produkcyjnym. Jeśli chodzi o formowanie wtryskowe, oznacza to:
-
Jednolita grubość ściany: Unikaj dramatycznych zmian grubości ściany. Zapewnia to przepływy i ochładza się w stałym tempie, zapobiegając krótkim ujęciom w cienkich skrawkach.
-
Odpowiedni projekt żebra i bossa: Upewnij się, że żebra, bossy i inne funkcje są zaprojektowane z odpowiednimi kątami i filetami, aby ułatwić łatwy przepływ plastikowy i zapobiec pułapkom powietrza.
-
Minimalizuj długość przepływu: Zaprojektuj część, aby plastik nie musiał podróżować na nadmiernie na duże odległości od bramy, zmniejszając ryzyko przedwczesnego chłodzenia.
-
-
Regularna konserwacja maszyn: Dobrze utrzymana maszyna to niezawodna maszyna. Regularne sprawdzanie i obsługa maszyny do formowania wtryskowego może zapobiec wielu problemom prowadzącym do krótkich strzałów.
-
Czyste dysze i beczki: Upewnij się, że nie ma żadnych blokad ani gromadzenia się zestalonego plastiku, które mogłyby ograniczyć przepływ materiału.
-
Sprawdź pasma grzewcze i termopary: Sprawdź, czy wszystkie elementy grzewcze działają poprawnie, aby upewnić się, że plastik topi się równomiernie i osiąga pożądaną temperaturę.
-
-
Najlepsze praktyki obsługi materiałów: Właściwe przechowywanie materiału i przygotowanie są niezbędne.
-
Prawidłowe suszenie: Zawsze susza materiały higroskopijne zgodnie z zaleceniami dostawcy. Jest to być może najważniejszy krok zapobiegawczy dla tych materiałów.
-
Właściwe przechowywanie: Przechowuj żywice w zamkniętych środowiskach klimatycznych, aby zapobiec wchłanianiu i zanieczyszczeniu wilgoci.
-
Studia przypadków
Przykłady w świecie rzeczywistym ilustrują, w jaki sposób zasady rozwiązywania problemów mają zastosowanie krótkie ujęcia. Te studia przypadków podkreślają znaczenie systematycznej diagnozy.
-
Studium przypadku 1: Obudowa elektroniki cienkościennej
-
Problem: Producent produkował cienkościenną obudowę dla urządzenia elektronicznego użytkowania. Części konsekwentnie wyszły z krótkim strzałem w rogu najdalej od bramy.
-
Diagnoza: Początkowe próby zwiększenia ciśnienia i prędkości nie powiodły się, powodując błysk (nadmiar plastiku) na innych częściach formy. Szczegółowa analiza wykazała, że plastik chłodził się zbyt szybko, gdy przepłynął przez cienki odcinek.
-
Rozwiązanie: Zespół ustalił, że Temperatura stopu była zbyt niska dla cienkiej geometrii części. Zwiększyli temperaturę lufy i dyszy o 20 ° F, co obniżyło lepkość plastiku na tyle, aby umożliwić wypełnienie całej wnęki bez wymagania nadmiernego ciśnienia. Części następnie wyprodukowano bez wad.
-
-
Studium przypadku 2: Multi-Cavity Cap
-
Problem: Forma z czterema identycznymi wnękami wytwarzała krótkie strzały w jednej lub dwóch wnękach, podczas gdy pozostałe idealnie wypełniały się.
-
Diagnoza: Ponieważ krótkie ujęcia były zlokalizowane w określonych wnękach, problem nie był związany z ustawieniami maszynowymi lub materiałem. To było Problem z projektowaniem formy . Wizualna inspekcja biegaczy ujawniła, że biegacz prowadzący do krótkich strzałów był nieco dłuższy i cieńszy niż inne, powodując Brak równowagi ciśnieniowej .
-
Rozwiązanie: Forma została wysłana do sklepu narzędziowego, w którym biegacze zostali ponownie wyrzuceni, aby mieć jednolitą długość i średnicę. Ten Zrównoważony system biegaczy , zapewniając, że plastik płynie z równym ciśnieniem dla wszystkich czterech wnęk, eliminując krótkie strzały.
-
Zaawansowane techniki
W przypadku produkcji o dużej objętości lub złożonych części bardziej naukowe podejście do diagnozowania i zapobiegania krótkimi strzałami może zaoszczędzić ogromne ilości czasu i pieniędzy.
-
Analiza przepływu pleśni: Przed wybudowaniem pleśni, Analiza przepływu pleśni (MFA) Oprogramowanie może symulować proces formowania wtrysku. Przewiduje, w jaki sposób stopiony plastik wypełni wnękę, identyfikując potencjalne obszary problemowe, takie jak krótkie strzały, pułapki powietrzne i linie spoiny. Korzystając z MFA, inżynierowie mogą zoptymalizować Lokalizacje bram , systemy biegaczy i częściowo grubość ściany, aby zapobiec wadom przed wycięciem stali.
-
Czujniki i systemy monitorowania: Nowoczesne maszyny do formowania wtryskowego mogą być wyposażone w czujniki, które dostarczają danych w czasie rzeczywistym na temat ciśnienia, temperatury i prędkości. Czujniki ciśnienia w obrębie są szczególnie przydatne; Mierzą ciśnienie wewnątrz wnęki i mogą wykryć krótki strzał w ułamku sekundy, umożliwiając automatyczne zatrzymanie maszyny. Ten poziom monitorowania umożliwia operatorom precyzyjne korekty oparte na danych i zapewnia spójną jakość części.
Wniosek
A Krótki strzał to coś więcej niż widzialna wada; Jest to wyraźny sygnał, że coś w procesie formowania wtrysku, konstrukcji maszyny lub formy nie jest zsynchronizowane. Chociaż są one powszechną frustracją w produkcji, stanowią również problem z rozwiązaniem. Systematyczne diagnozowanie podstawowej przyczyny - niezależnie od tego, czy jest to problem z materiałem, ustawieniami maszynowymi lub samą formą - możesz wdrożyć skuteczne rozwiązania i odzyskać produkcję na dobrej drodze.
Kluczem do długoterminowego sukcesu leży jednak zapobieganie . Uwzględniając zasady takie jak Projektowanie do produkcji (DFM) oraz wdrażając regularną konserwację i odpowiednią obsługę materiałów, możesz zminimalizować ryzyko krótkich strzałów, zanim jeszcze się pojawią. Oraz dla projektów złożonych lub o dużej objętości, zaawansowane narzędzia, takie jak Analiza przepływu pleśni A czujniki in-lamowe oferują potężny sposób na zapewnienie jakości i wydajności od samego początku. Ostatecznie zrozumienie i rozwiązywanie krótkich strzałów polega nie tylko na ustalaniu wady, ale optymalizacji całej operacji formowania wtryskowego pod kątem spójnych, wysokiej jakości wyników.

