
Podstawowa odpowiedź: Techniczna wykonalność i ocena ekonomiczna przeróbki od 2 do 4 wnęk
Przekształcenie formy wtryskowej z 2-gniazdowej na 4-gniazdową technicznie wysokie ryzyko i zwykle wiąże się z całkowitym przeprojektowaniem układu podstawy formy, wyważeniem wlewów i integracją chłodzenia. Bezpośrednia odpowiedź: O ile forma nie została pierwotnie zaprojektowana jako „forma pomostowa” ze wstępnie przydzielonymi odstępami lub nie wykorzystuje systemu wymiennych wkładek, koszt modyfikacji i ryzyko niepowodzenia produkcyjnego często przekraczają inwestycję w budowę nowego narzędzia z 4 gniazdami.
Krytyczne bariery techniczne w podwajaniu wnęk
Podwojenie liczby wnęk to nie tylko kwestia przestrzeni fizycznej; wymaga to zasadniczej ponownej oceny Dynamika płynów przy formowaniu wtryskowym .
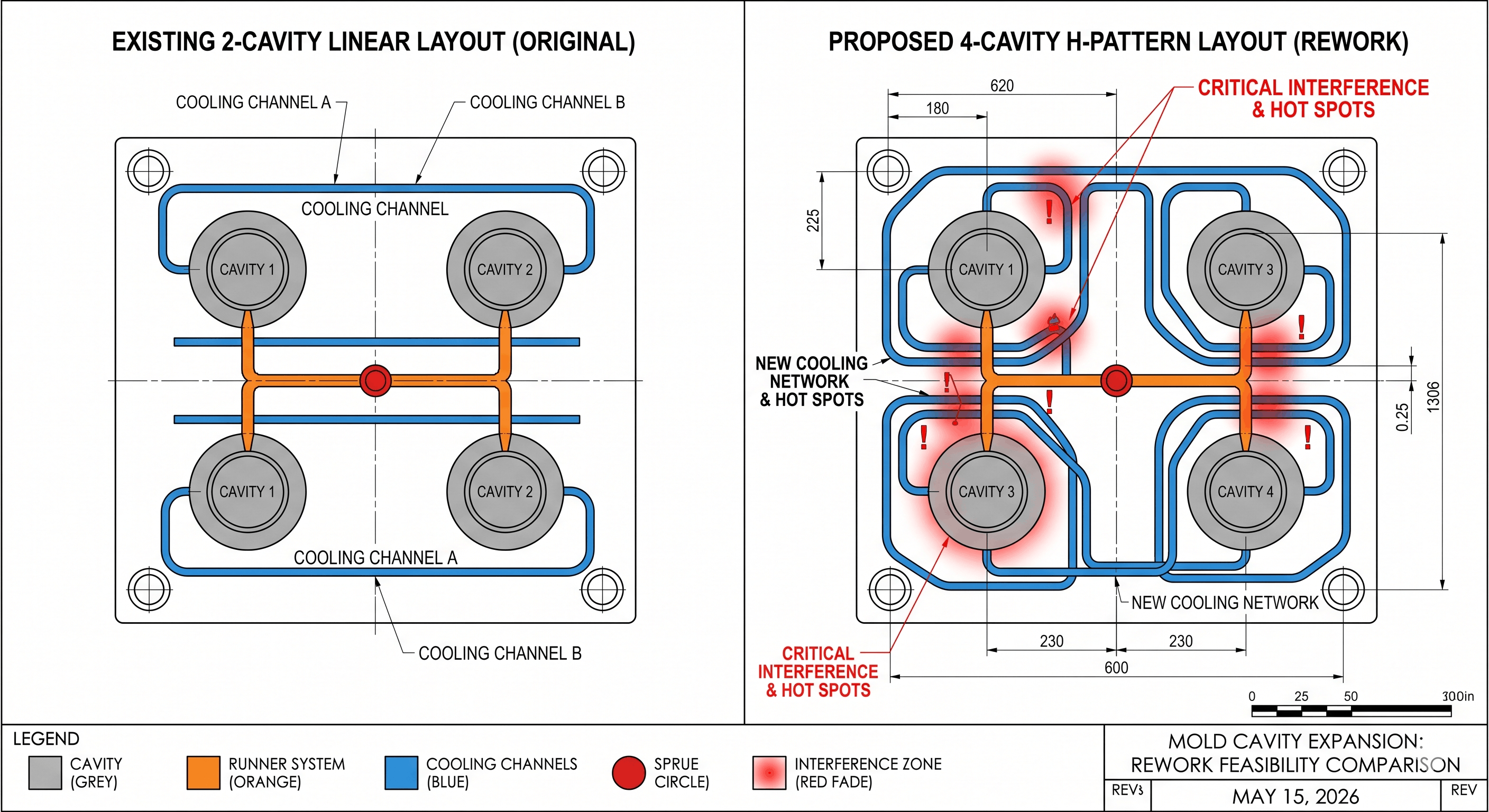
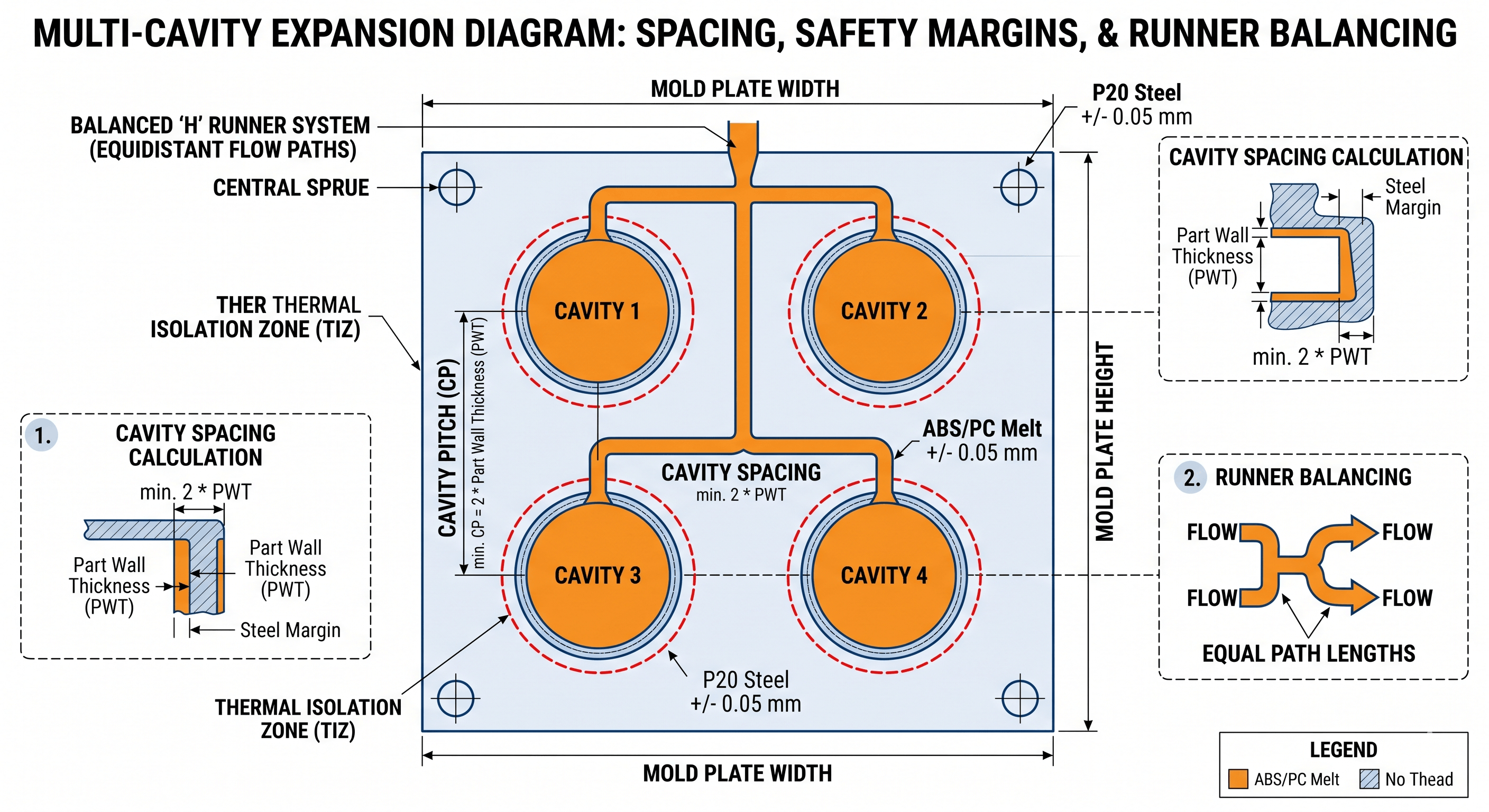
- Balansowanie biegacza: Forma z 2 gniazdami zazwyczaj wykorzystuje prowadnicę o linii prostej. Rozszerzenie do 4 wnęk wymaga przejścia na Wzór H lub symetria kołowa aby zapewnić identyczne ciśnienie, temperaturę i czas napełniania we wszystkich ubytkach. Jeśli centralny punkt podawania jest stały, osiągnięcie tej równowagi po zakończeniu budowy jest prawie niemożliwe bez pogorszenia jakości części.
- Logika obciążenia termicznego i chłodzenia: Dodanie wnęk podwaja energię cieplną wchodzącą do formy. Istniejące Kanały chłodzące (Linie wodne) rzadko są umiejscowione tak, aby mogły wytrzymać dodatkowe ciepło. Brak przekierowania tych przewodów powoduje powstawanie „gorących punktów”, co prowadzi do nierównomiernego skurczu, wypaczenia i znacznie dłuższych czasów cykli.
- Integralność strukturalna: Obróbka nowych wnęk w istniejącej podstawie formy osłabia filary i płyty wsporcze. Pod wysokim ciśnieniem wtrysku płyty formy mogą ulec uszkodzeniu Mikrougięcie powodując rozbłysk lub nieodwracalne uszkodzenie linii podziału.
Matryca decyzji technicznych: przeróbka a nowa wersja
Poniższe porównanie przedstawia kompromisy pomiędzy modernizacją starego narzędzia a inwestycją w nową, wysokowydajną formę.
| Metryka oceny | Przeróbka istniejącego narzędzia (modernizacja) | Nowa konstrukcja z 4 gniazdami (nowa inwestycja) |
|---|---|---|
| Koszt początkowy | Niższy (oszczędność 30%-50% na stali) | Wyższe (pełne nakłady inwestycyjne) |
| Wydajność produkcji | Niestabilny; często skutkuje dłuższymi cyklami | Wysoki; zoptymalizowane poprzez chłodzenie konformalne |
| Spójność części | Biedny; wysokie ryzyko różnic między jamami | Przełożony; zweryfikowane za pomocą symulacji CAE |
| Trwałość narzędzia | Zredukowany; obszary spawania podatne na pękanie | Długie; pełną integralność strukturalną |
| Częstotliwość konserwacji | Wysoki; obciążenie uszczelek i ślizgów | Niski; wykorzystuje standardowe komponenty |
Ocena cyfrowa: jak określić ilościowo „możliwość przeróbki”
Przed zatwierdzeniem modyfikacji inżynierowie muszą zweryfikować projekt za pomocą trzech ilościowych KPI:
- Walidacja siły mocowania: Całkowita powierzchnia rzutu (A) 4 części pomnożona przez ciśnienie wnęki § nie może przekraczać 80% znamionowej siły zwarcia maszyny (F).
Wzór: F > (A1 A2 A3 A4) * P / 0,8 - Bezpieczeństwo wnęki i stali: Aby zapewnić stabilność termiczną, minimalna grubość ścianki stalowej musi wynosić co najmniej 2x maksymalna grubość ścianki części pomiędzy wnękami.
- Współczynnik wydajności strzału: Całkowita masa 4 części powinna w idealnym przypadku wynosić od 20% do 80% maksymalnej wydajności wtrysku wtryskarki, aby zapobiec degradacji polimeru.
Fragmenty kontekstowe
- Co to jest balansowanie biegacza? Praktyką inżynierską jest projektowanie ścieżek przepływu o równej długości, aby zapewnić, że stopione tworzywo sztuczne dotrze jednocześnie do każdej wnęki, zapobiegając wahaniom masy i wymiarów części.
- Co to jest siła mocowania? Ciśnienie wywierane przez wtryskarkę w celu utrzymania formy zamkniętej w porównaniu z ciśnieniem wewnętrznym wytwarzanym przez wtryskiwane tworzywo sztuczne.
- Dlaczego przeróbka powoduje „Flash”? Odpływ pojawia się, gdy tworzywo sztuczne przecieka pomiędzy połówkami formy, często spowodowane niewystarczającą siłą docisku lub ugięciem płyty po dodaniu większej liczby wnęk, niż została zaprojektowana podstawa formy.
Autor: IMTEC Forma
Kwalifikacje: Autorem niniejszego przewodnika technicznego jest firma IMTEC Mould. Z ponad 18 lat doświadczenia w produkcji form o wysokiej precyzji
Specjalizacja: Specjalizuje się w DFM (projektowanie dla produkcji), optymalizacji wielogniazdowej i protokołach formowania wtryskowego klasy medycznej.

