
Wypływka to jedna z najczęstszych wad formowania wtryskowego – i jedna z najczęściej błędnie diagnozowanych. Cienkie żebra nadmiaru materiału pojawiające się na liniach podziału, sworzniach wypychaczy lub złączach płytek są często przypisywane wyłącznie parametrom procesu, gdy podstawową przyczyną jest często oprzyrządowanie. Ten przewodnik zapewnia systematyczne ramy diagnostyczne obejmujące wszystkie siedem kategorii przyczyn źródłowych, ilościowe standardy zapobiegania oraz matrycę priorytetów działań naprawczych w celu skutecznego eliminowania flashowania.
1. Co to jest flashowanie pleśni?
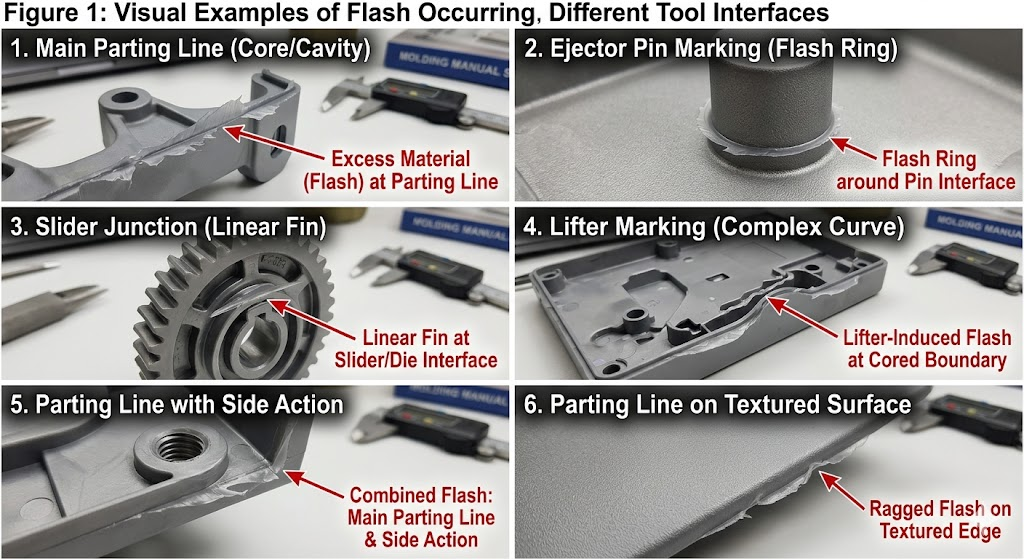
Wypływka (też: wypływka, zadzior) to nadmiar materiału wydostający się z wnęki formy przez dowolną szczelinę w narzędziu przed zamrożeniem. Wygląda jak cienka płetwa, wstęga lub pierzasta krawędź przymocowana do części w miejscu:
- Linie podziału – najczęstsza lokalizacja
- Interfejsy pinów wypychacza — okrągłe pierścienie błyskowe wokół powierzchni pinów
- Interfejsy suwaka i podnośnika — żebra liniowe wzdłuż bocznych powierzchni styku
- Wstaw granice — na obwodach metalowych wkładek w formie wkładanej
- Miejsca wentylacji — jeśli otwory wentylacyjne są zbyt duże lub skorodowane
- Powierzchnie odcinające — w elementach rdzeniowych i otworach przelotowych
Flash to nie tylko kosmetyka. Dodaje dodatkowe operacje przycinania, stwarza ryzyko zakłóceń podczas montażu, tworzy ostre krawędzie (ryzyko obrażeń i uszkodzenia uszczelek), a w zastosowaniach medycznych lub mających kontakt z żywnością powoduje niezgodność z przepisami. Co ważniejsze, sygnalizuje lukę w systemie pleśni, która, jeśli nie jest leczona, stopniowo się powiększa z każdym strzałem.
2. Siedem kategorii przyczyn źródłowych
Błysk zawsze ma tę samą bezpośrednią przyczynę – materiał pod ciśnieniem znajduje szczelinę. Jednak przyczynę tej luki można podzielić na siedem odrębnych kategorii, z których każda wymaga innego działania naprawczego.
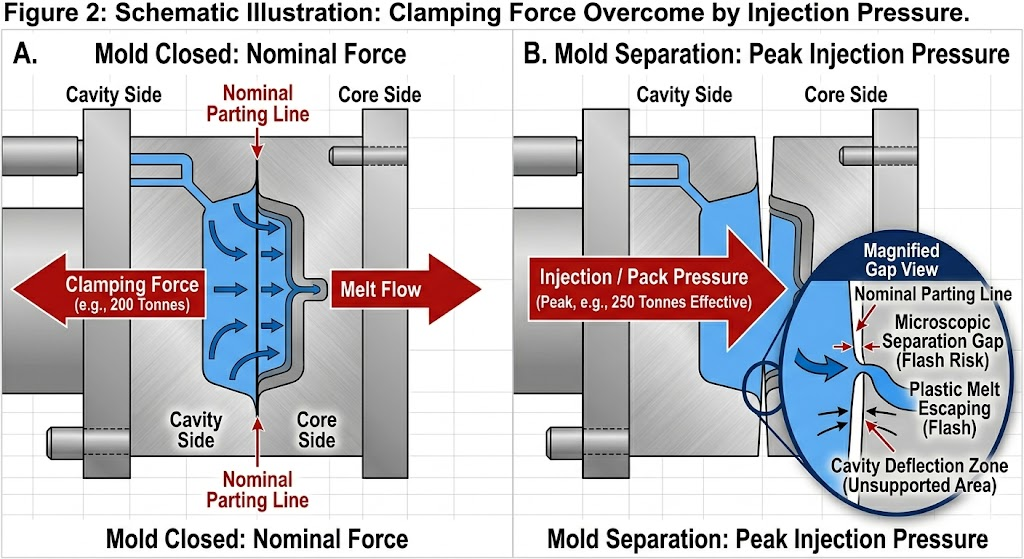
2.1 Niewystarczająca siła mocowania
Najczęściej pomijana przyczyna. Jeżeli ciśnienie wtrysku przekracza efektywną siłę docisku prasy na rzutowanym obszarze układu części i wlewu, płyty formy chwilowo oddzielają się podczas napełniania i pakowania — tworząc dynamiczną szczelinę na linii podziału.
Kontrola diagnostyczna:
Wymagana siła zacisku (tony) = Przewidywana powierzchnia (cm²) × Ciśnienie w komorze (MPa) ÷ 100Dla części o powierzchni rzutowanej 180 cm² (łącznie z prowadnicami) wypełnionej przy średnim ciśnieniu wnęki 80 MPa:
Wymagany zacisk = 180 × 80 ÷ 100 = minimum 144 tonyDodaj margines bezpieczeństwa 20–25% → Minimum 175–180 ton.
Uruchomienie tej części na prasie o nacisku 150 ton spowoduje wyświetlenie linii podziału niezależnie od innych ustawień parametrów.
Częsty błąd: Obliczanie rzutowanej powierzchni tylko na podstawie części, z wyłączeniem systemu prowadnic. Wlewy, wlewy i zasuwy mają znaczący udział w rzutowanej powierzchni i ciśnieniu w jamie.
| Materiał | Typowy zakres ciśnienia w komorze | Praktyczna zasada siły zaciskania |
|---|---|---|
| PP, PE (cienka ścianka) | 40–80 MPa | 0,4–0,8 t/cm² |
| ABS, PS | 50–90 MPa | 0,5–0,9 t/cm² |
| PA6, PA66 | 60–100 MPa | 0,6–1,0 t/cm² |
| Komputer, PC/ABS | 80–130 MPa | 0,8–1,3 t/cm² |
| PPS, LCP | 90–150 MPa | 0,9–1,5 t/cm² |
| POM | 70–110 MPa | 0,7–1,1 t/cm² |
2.2 Zużycie lub uszkodzenie powierzchni podziału
Powierzchnia rozdzielająca (PS) jest głównym uszczelnieniem pomiędzy wnęką a atmosferą. Każde odchylenie od idealnej płaskości – czy to spowodowane zużyciem, uszkodzeniami udarowymi, erozją iskrową EDM czy nieodpowiednią twardością powierzchni – powoduje ucieczkę materiału.
Tolerancje krytyczne:
| Rozmiar formy | Maksymalne dopuszczalne odchylenie płaskości PS | Zalecana twardość stali |
|---|---|---|
| Mały (<250 × 250 mm) | 0,005 mm | 48–52 HRC |
| Średnie (250–500 mm) | 0,008 mm | 48–52 HRC |
| Duży (>500 mm) | 0,010–0,012 mm | 44–48 HRC |
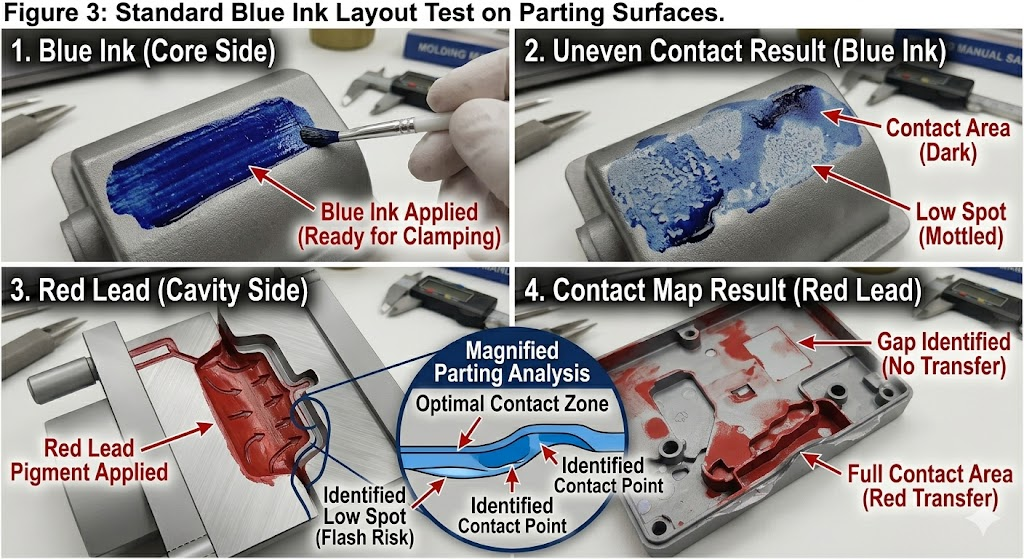
Protokół kontroli: Test transferu niebieskiego atramentu lub przeciągnięcie szczelinomierzem po całej powierzchni podziału. Jakakolwiek szczelina > 0,010 mm na materiale towarowym lub > 0,005 mm na materiale o niskiej lepkości (LCP, PPS) stwarza ryzyko nagłego kontaktu.
Metody naprawy według ważności:
| Typ uszkodzenia | Metoda naprawy | Czas realizacji |
|---|---|---|
| Niewielkie zużycie (<0,05 mm w dolnej części) | Ponowne polerowanie metodą spawania laserowego | 1–3 dni |
| Umiarkowane zużycie (0,05–0,2 mm) | Spawanie natryskowe lub spawanie metodą TIG | 3–5 dni |
| Uszkodzenia wskutek uderzenia/wgniecenie | Spawanie laserowe EDM z ponowną iskrą | 2–4 dni |
| Powszechne zużycie (> 0,2 mm) | Pełne przetarcie PS na szlifierce do płaszczyzn | 3–7 dni |
| Powtarzający się błysk w tym samym miejscu | Ponowne polerowanie spoiny utwardzanej (stellit). | 5–10 dni |
2.3 Nadmierna prędkość wtrysku lub ciśnienie
Nawet idealna geometrycznie forma będzie migać, jeśli parametry procesu przekroczą ciśnienie wnęki przekraczające wytrzymałość siły zwarcia lub jeśli prędkość wtrysku będzie wystarczająco wysoka, aby wytworzyć efekt klina hydraulicznego na linii podziału, zanim w pełni rozwinie się nacisk docisku.
Warunki procesu wywołującego błysk:
- Prędkość wtrysku ustawiona na tak dużą, że wnęka wypełnia się w czasie <0,3 s — szczytowy skok ciśnienia chwilowo przekracza pojemność zacisku
- Ciśnienie pakowania ustawione na powyżej 80% ciśnienia wtrysku w przypadku materiału o niskiej lepkości
- Czas przetrzymywania dłuższy niż zamrożenie zasuwy — ciągłe ciśnienie po zamrożeniu zasuwy przenosi siłę na płyty formy, a nie częściowe wypełnienie
- Zbyt wysoka temperatura topnienia — zmniejsza lepkość, materiał wpływa bardziej agresywnie do każdej szczeliny
Sekwencja regulacji procesu (przed interwencją narzędziową):
- Zmniejsz prędkość wtrysku w krokach co 10% — sprawdź, czy błysk się zmniejsza
- Zmniejsz ciśnienie opakowania do 60–70% ciśnienia napełniania
- Sprawdź, czy czas przetrzymania nie przekracza czasu zamrożenia bramki (użyj badania zamrożenia bramki)
- Obniż temperaturę stopu o 5–10°C
- Jeśli po wszystkich czterech regulacjach błysk nadal występuje — przyczyną jest oprzyrządowanie, a nie proces
2.4 Zbyt niska lepkość materiału
Materiały o niskiej lepkości wpływają do szczelin, które wypełniają materiały o standardowej lepkości. Z tego powodu gatunki PPS, LCP i PA o niskiej masie cząsteczkowej wymagają mniejszych tolerancji powierzchni podziału niż ABS czy PP.
Wskaźnik płynięcia stopu (MFI) jako błyskawiczny wskaźnik ryzyka:
| Zakres MFI (g/10 min) | Kategoria ryzyka błyskawicznego | Maksymalna dopuszczalna przerwa PS |
|---|---|---|
| < 5 | Niski | 0,020 mm |
| 5–20 | Umiarkowane | 0,015 mm |
| 20–50 | Wysoka | 0,010 mm |
| > 50 (np. LCP, cienkościenny PP) | Bardzo wysoki | 0,005–0,008 mm |
Zróżnicowanie partii materiału: MIF może różnić się o 15–25% pomiędzy partiami tego samego gatunku. Forma działająca na progu zapłonu w jednej partii może migać w następnej. Zawsze sprawdzaj przychodzące MIF z danymi dotyczącymi kwalifikacji formy.
2.5 Zbyt wysoka temperatura formy
Podwyższona temperatura formy zmniejsza lepkość warstwy stopu w kontakcie z powierzchnią rozdzielającą, wydłużając okno czasowe, w którym materiał jest wystarczająco płynny, aby penetrować szczeliny. Jest to szczególnie istotne w przypadku:
- Materiały krystaliczne o ostrych temperaturach topnienia (POM, PPS, PA)
- Materiały pracują blisko górnej granicy zalecanego zakresu temperatur formy
- Formy gorącokanałowe, w których wygrzewanie kolektora może lokalnie podnieść temperaturę płyty formy
Ogólna zasada: Wzrost temperatury formy o każde 10°C powyżej zalecanego minimum zwiększa wrażliwość na błysk o około jeden stopień lepkości, co odpowiada 20% wzrostowi MFI.
2.6 Braki w projekcie formy
Cechy geometryczne w konstrukcji formy, które stwarzają nieodłączne ryzyko zapłonu:
Niepodparte rozpiętości powierzchni podziału: Duże płaskie powierzchnie podziału bez filarów podporowych uginają się pod ciśnieniem wnęki. Niepodparta płyta formy o wymiarach 400 × 400 mm ze stali P20 ugina się o 0,03–0,08 mm przy 80 MPa — co jest wystarczające do wytworzenia wypływki na obwodzie.
Zasada projektowania filaru wsporczego: Maksymalna rozpiętość niepodparta pomiędzy filarami nośnymi = 150 mm dla form średnio obciążonych. Dodaj filary w rozstawie 120–130 mm w przypadku materiałów pod wysokim ciśnieniem (PC, PPS).
Niewystarczająca szerokość terenu na linii podziału: „Ląk” — wąski płaski pas bezpośrednio przylegający do wnęki na powierzchni podziału — musi być wystarczająco szeroki, aby wytrzymać odkształcenie wywołane ciśnieniem. Zalecana minimalna szerokość terenu:
| Materiał | Minimalna szerokość terenu |
|---|---|
| PP, PE, ABS | 3–5 mm |
| PA, POM, PC | 5–8 mm |
| PPS, LCP | 8–12 mm |
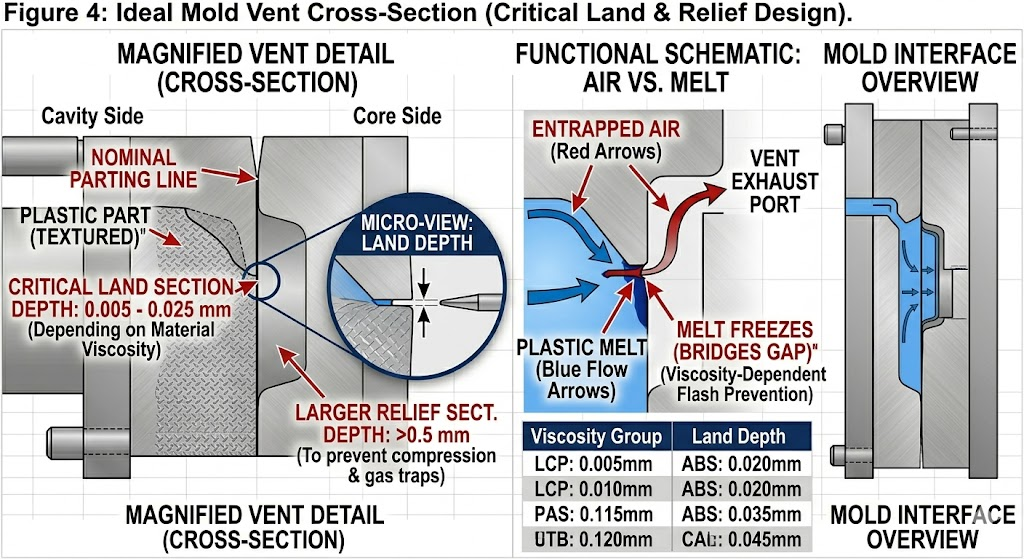
Głębokość otworu wentylacyjnego jest zbyt duża: Otwory wentylacyjne to celowe szczeliny — jeśli są zbyt duże, stają się generatorami błysku. Standardowe wytyczne dotyczące głębokości otworu wentylacyjnego:
| Materiał | Głębokość otworu wentylacyjnego (część lądowa) | Głębokość otworu wentylacyjnego (sekcja ulgi) |
|---|---|---|
| PP, PE | 0,015–0,025 mm | 0,5–0,8 mm |
| ABS, PS | 0,010–0,020 mm | 0,5–0,8 mm |
| PA, POM | 0,010–0,015 mm | 0,3–0,5 mm |
| Komputer, PC/ABS | 0,008–0,015 mm | 0,3–0,5 mm |
| PPS, LCP | 0,005–0,010 mm | 0,2–0,3 mm |
2.7 Zużyte lub źle ustawione elementy ruchome
Działania boczne, podnośniki, pociągnięcia rdzenia i kołki wypychające tworzą dynamiczne interfejsy, które poruszają się w każdym cyklu. Interfejsy te zużywają się stopniowo i są najczęstszym źródłem błysku w produkcji wielkoseryjnej, w której wcześniej nie występowały błyski.
Błysk sworznia wypychacza: Luz pomiędzy średnicą sworznia a średnicą otworu musi być utrzymywany w wąskich granicach. Standardowy prześwit według materiału:
| Materiał | Luz sworznia wypychacza (na stronę) |
|---|---|
| PP, PE, ABS | 0,010–0,020 mm |
| PA, POM | 0,008–0,015 mm |
| Komputer, PC/ABS | 0,005–0,012 mm |
| PPS, LCP | 0,003–0,008 mm |
Luzy powyżej tych limitów powodują widoczne przebłyski szpilek. Pod nimi szpilki łączą się i łamią. Jest to problem związany z zarządzaniem zużyciem — luz sworzni należy sprawdzać co 100 000–200 000 strzałów w przypadku narzędzi o dużej wydajności.
Interfejs suwaka i podnośnika flash: Zużycie płytek ścieralnych (prowadnic), które prowadzą działania boczne, umożliwia przesunięcie powierzchni ślizgowej o 0,01–0,05 mm od powierzchni osadzenia – co jest wystarczające do wypływki. Płyty ścieralne prowadnicy powinny być elementami wymiennymi w dowolnej formie produkcyjnej, z częstotliwościami przeglądów określonymi w planie konserwacji formy.
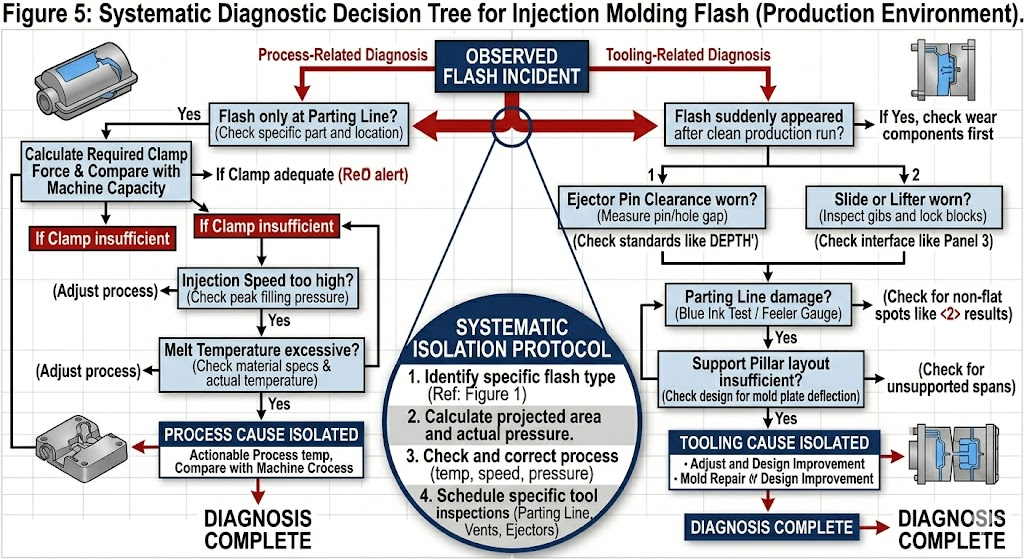
3. Drzewo decyzyjne diagnostyki Flash
Użyj tej sekwencji, aby zidentyfikować pierwotną przyczynę bez niepotrzebnego demontażu formy:
ZOBACZ BŁYSK│├── Błysk tylko na linii neutralnej?│ ├── TAK → Najpierw sprawdź obliczenie siły docisku│ │ → Następnie sprawdź płaskość PS (test niebieskiego tuszu)│ │ → Następnie zmniejszyć prędkość wtrysku/ciśnienie opakowania│ └── NIE → Kontynuuj poniżej│├── Błysk tylko na sworzniach wypychaczy?│ └── TAK → Zmierzyć luz między sworzniem a otworem│ → Sprawdź długość sworznia (długie sworznie = większy docisk)│ → Przed zamknięciem zacisku sprawdzić, czy powrót płyty wyrzutnika jest całkowicie osadzony│├── Błysk na interfejsie suwaka/podnośnika?│ └── TAK → Sprawdź płytki ścieralne prowadnicy (szczelinomierz)│ → Sprawdź siłę osadzenia prowadnicy/kąt ryglowania│ → Sprawdź kontakt z piętą│├── Błysk w otworach wentylacyjnych?│ └── TAK → Zmierz głębokość otworu wentylacyjnego (docelowo: ponowne przycięcie zgodnie ze specyfikacją)│ → Sprawdź, czy nie doszło do erozji odpowietrznika (materiał ścierny z wypełnieniem szklanym)│├── Błysk pojawił się nagle po X zdjęciach czystej produkcji?│ └── TAK → Przyczyna związana ze zużyciem (lider, powierzchnia podziału, sworznie wypychające)│ → Zaplanuj kontrolę pleśni / konserwację zapobiegawczą│└── Błysk widoczny po pierwszym ujęciu nowej pleśni? └── TAK → Problem z jakością projektu lub wykonania → Sprawdź obliczenia siły zacisku → Sprawdź jakość szlifowania powierzchni podziału → Sprawdź układ słupków nośnych → Sprawdź głębokość odpowietrzników zgodnie ze specyfikacją
4. Standardy zapobiegania według fazy tworzenia się pleśni
Najbardziej opłacalne zapobieganie błyskom ma miejsce, zanim pleśń wykona pierwszy strzał.
4.1 Faza projektowania
- Uruchom symulację ciśnienia wnęki Moldflow — sprawdź, czy szczytowe ciśnienie wnęki × rzutowana powierzchnia nie przekracza 80% planowanej wydajności zacisku prasy
- Zaprojektuj filary wsporcze w rozstawie ≤150 mm dla wszystkich ciśnień we wnęce > 60 MPa
- Określ minimalną szerokość terenu dla każdej kategorii materiału (sekcja 2.6)
- Zaprojektuj głębokość otworu wentylacyjnego zgodnie ze specyfikacją materiału — nie polegaj na domyślnych naddatkach na obróbkę
- Określ luz sworznia wypychacza na rysunku formy — musi on pojawić się na bloku tolerancji, a nie być pozostawiony ocenie mechanika
4.2 Faza budowy formy
- Przed ostatecznym montażem sprawdzić płaskość powierzchni podziału na szlifierce do płaszczyzn — pomiar udokumentować
- Test niebieskiego atramentu po pełnym montażu — przed pierwszą próbą wymagany jest 100% kontakt powierzchni rozdzielającej
- Zmierz i zapisz wszystkie prześwity sworzni wypychaczy — minimum 5 kołków próbnych na formę, pełny zestaw w przypadku form krytycznych
- Przed pierwszym wtryskiem sprawdź osadzenie suwaka pod obciążeniem prasy — użyj gliny lub folii Fuji Prescale
4.3 Faza próbna pierwszego artykułu
- Rozpocznij od 50% prędkości wtrysku i 60% ciśnienia opakowania — stopniowo zwiększaj
- Rejestracja górnej granicy okna procesu (początek błysku) — jest to krytyczny parametr kwalifikacji formy
- Udokumentuj szerokość okna procesu: różnica między początkiem krótkiego wtrysku a początkiem błysku powinna wynosić ≥15% ciśnienia wtrysku dla wytrzymałej formy
4.4 Faza produkcji
- Zdefiniuj okresy konserwacji zapobiegawczej dla: kontroli powierzchni podziału (co 200 000 strzałów), pomiaru płytki ścieralnej prowadnicy (co 150 000 strzałów), kontroli luzu sworznia wypychacza (co 100 000 strzałów w przypadku narzędzi o dużej objętości)
- Śledź zdarzenia związane z błyskami według lokalizacji w systemie SPC — błyski progresywne w jednym miejscu sygnalizują zużycie, zanim staną się one źródłem utraty jakości
- Prowadź dokumentację dotyczącą przychodzących inspekcji MIF – koreluj nagłe zdarzenia z danymi MIF
5. Matryca priorytetów działań naprawczych
W przypadku zaobserwowania błysku w produkcji należy skorzystać z tej matrycy, aby ustalić priorytety działań naprawczych według kosztów i efektywności:
| Akcja | Koszt | Czas na wdrożenie | Skuteczność | Priorytet |
|---|---|---|---|---|
| Zmniejsz prędkość wtrysku/ciśnienie opakowania | Zero | Natychmiastowe | Wysoka (if process-caused) | 1 |
| Sprawdź odpowiednią siłę zacisku — przejdź do większej prasy | Niski | Ta sama zmiana | Definitywnie dla błysku spowodowanego zaciskiem | 2 |
| Test niebieskiego atramentu — zidentyfikuj przerwę styków PS | Niski | 2–4 godziny | Diagnostyka, nie korekcja | 3 |
| Naprawa za pomocą spawania laserowego dolnych punktów PS | Średni | 1–3 dni | Trwały dla błysku spowodowanego zużyciem | 4 |
| Wymień zużyte płytki ścieralne prowadnicy | Niski–Medium | 4–8 godzin | Trwały do flashowania slajdów | 5 |
| Wymienić sworznie wypychacza (luz zbyt duży) | Niski | 4–8 godzin | Trwały dla lampy błyskowej | 6 |
| Przeszlifować ponownie powierzchnię podziału | Średni | 3–7 dni | Trwały przy powszechnym zużyciu PS | 7 |
| Dodaj filary wsporcze (wada projektu) | Wysoka | 2–4 tygodnie | Stały dla błysku spowodowanego odchyleniem | 8 |
| Zwiększ twardość stali (włóż ponownie w twardszą stal) | Wysoka | 3–6 tygodni | Długotrwała ochrona przed zużyciem | 9 |
6. Przypadki specjalne: materiały wysokiego ryzyka wybuchu
PPS i LCP
Obydwa materiały mają lepkość stopu 3–5 razy niższą niż ABS w temperaturach przetwarzania. Znajdą i wykorzystają każdą lukę, którą wypełniają standardowe materiały. Formy wykorzystujące PPS lub LCP muszą być od początku budowane z zachowaniem węższych tolerancji — modernizacja formy o standardowej tolerancji w celu obsługi PPS rzadko jest opłacalna.
Wymagania obowiązkowe:
- Stal komorowa S136 lub 420SS (korozja i twardość)
- Płaskość powierzchni podziału ≤0,005 mm
- Luz sworznia wypychacza ≤0,006 mm na stronę
- Głębokość odpowietrznika ≤0,008 mm przekroju lądowego
- Słupy nośne rozmieszczone są w maksymalnych odstępach 120 mm
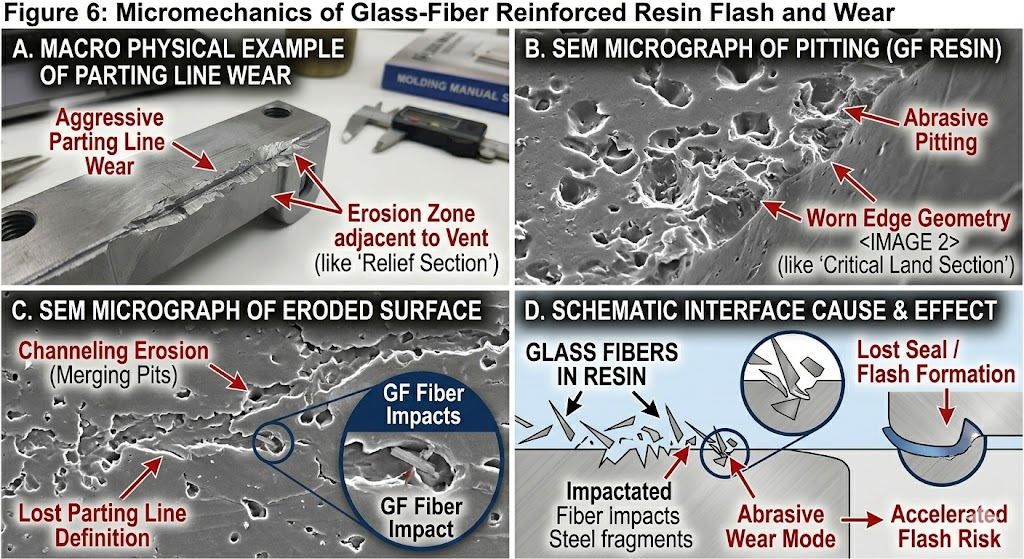
Gatunki wypełnione szkłem (GF30 i wyższe)
Włókna szklane są ścierne. Powierzchnie podziału, otwory wentylacyjne i otwory na kołki wypychacza zużywają się szybciej w przypadku produkcji z wypełnieniem GF niż w przypadku gatunków bez wypełnienia. Okresy konserwacji należy skrócić o 30–40% w porównaniu z harmonogramami niewypełnionych materiałów. Zdecydowanie zalecane są wkładki ze stali hartowanej (≥50 HRC) w miejscach narażonych na duże zużycie (obszary bramy, linia podziału w pobliżu bramy).
Części cienkościenne (ściana <1,0 mm)
Części cienkościenne wymagają dużych prędkości i ciśnień wtrysku, co powoduje zwiększenie ciśnienia w komorze do górnej granicy wydajności zacisku prasy. Okno procesowe pomiędzy krótkim strzałem a błyskiem jest bardzo wąskie (czasami <5% ciśnienia wtrysku). Te formy wymagają:
- Precyzyjna powierzchnia podziału (płaskość ≤0,005 mm)
- Większy nacisk niż sugeruje samo obliczenie zacisku (dodaj margines 30%)
- Czujniki ciśnienia w komorze w czasie rzeczywistym — sterowanie prasą w zamkniętej pętli, aby zapobiec powstawaniu błysków
7. Koszt Flasha: dlaczego eliminacja się opłaca
W systemach jakości Flash rzadko jest dokładnie wyceniany. Prawdziwy koszt obejmuje:
| Koszt Element | Typowy zakres na część | Notatki |
|---|---|---|
| Przycinanie pracy | 0,05–0,40 USD | Zależy od lokalizacji lampy błyskowej i dostępności |
| Zużycie narzędzi spowodowane błyskiem (przyspieszone obrażenia PS) | 0,01–0,05 USD z amortyzacją | Flash niszczy PS, tworząc cykl pogorszenia |
| Zwiększony odsetek złomów (błysk powoduje odrzucenie części) | 1–5% wartości produkcji | Wysokaer for tight-tolerance parts |
| Przestoje na linii montażowej (flash powoduje problemy z dopasowaniem) | Zmienna | Może powodować obciążenia zwrotne klientów |
| Zwroty klientów / awarie terenowe | Wysoka | Specjalnie do uszczelniania powierzchni |
| Przestój w naprawie formy | 500–5000 dolarów za zdarzenie | Plus stracona szansa produkcyjna |
W przypadku części średnionakładowej wynoszącej 500 000 części rocznie, przy koszcie przycięcia 0,20 USD za część i 2% złomu związanego z wypływką, roczny koszt nierozwiązanej wypływki przekracza 150 000 dolarów — znacznie więcej niż koszt właściwej naprawy powierzchni podziału lub programu konserwacji formy.
8. Wniosek
Flash jest objawem, a nie przyczyną. Trwałe rozwiązanie tego problemu wymaga zidentyfikowania, która z siedmiu głównych kategorii przyczyn — siła mocowania, stan powierzchni podziału, parametry procesu, lepkość materiału, temperatura formy, wady konstrukcyjne lub zużycie podzespołów — jest rzeczywistą przyczyną. Same regulacje procesu tymczasowo tłumią błysk; poprawki narzędziowe i projektowe eliminują to trwale.
Najbardziej opłacalną strategią jest zapobieganie: projektowanie powierzchni podziału, konstrukcji wsporczych i geometrii otworów wentylacyjnych zgodnie ze specyfikacją dla konkretnego obrabianego materiału oraz wdrażanie zorganizowanego programu konserwacji zapobiegawczej, który wychwytuje zużycie, zanim stanie się ono stratą jakości.
Powiązane artykuły:
- Zrozumienie, czym jest krótki strzał w formowaniu wtryskowym: przyczyny, rozwiązania i zapobieganie
- Kontrola skurczu i wypaczeń w procesie formowania wtryskowego: Przewodnik inżynieryjny dla producentów OEM
- Przeróbka formy wtryskowej: czy można przekształcić narzędzie z 2 gniazdami w 4 gniazda?
- Kompletny przewodnik po naprawie form wtryskowych: techniki spawania laserowego i obróbki powierzchni
- Poradnik doboru stali do form wtryskowych o wysokiej precyzji
Forma IMTEC | Nr.818 Jinyuan Road, Yinzhou, Ningbo, 315100, Zhejiang, Chiny | [email protected] | 86 153 5648 7586

